U.S. Department of Transportation
Federal Highway Administration
1200 New Jersey Avenue, SE
Washington, DC 20590
202-366-4000
Federal Highway Administration Research and Technology
Coordinating, Developing, and Delivering Highway Transportation Innovations
 |
| This report is an archived publication and may contain dated technical, contact, and link information |
|
Publication Number: FHWA-HRT-11-021 Date: April 2011 |
Over 90 percent of U.S. highways and roads are constructed with hot mix asphalt (HMA). As the U.S. infrastructure ages, these highways and roads must be maintained and rehabilitated. According to the Federal Highway Administration's (FHWA) recycled materials policy:
The same materials used to build the original highway system can be re-used to repair, reconstruct, and maintain them. Where appropriate, recycling of aggregates and other highway construction materials makes sound economic, environmental, and engineering sense.(1)
With increased demand and limited aggregate and binder supply, HMA producers have began using reclaimed asphalt pavement (RAP) as a valuable component in HMA. As a result, there has been renewed interest in increasing the amount of RAP used in HMA.
While several factors influence the use of RAP in asphalt pavement, the two primary factors are economic savings and environmental benefits. RAP is a useful alternative to virgin materials because it reduces the use of virgin aggregate and the amount of virgin asphalt binder required in the production of HMA. The use of RAP also conserves energy, lowers transportation costs required to obtain quality virgin aggregate, and preserves resources. Additionally, using RAP decreases the amount of construction debris placed into landfills and does not deplete nonrenewable natural resources such as virgin aggregate and asphalt binder. Ultimately, recycling asphalt creates a cycle that optimizes the use of natural resources and sustains the asphalt pavement industry.
In order for it to be successful, recycled asphalt pavement must be cost-effective, perform well, and be environmentally sound. To ensure that these requirements are met, FHWA promotes the following:
The use of RAP may grow by increasing the number of highway construction and rehabilitation projects that use RAP, as well as by increasing the amount of RAP used in specific projects. To meet these goals, the following tasks were identified:
Through the establishment of a public and industry working group known as the RAP Expert Task Group (ETG), one of the top needs for increased RAP use was identified in updated literature on the state of the practice and guidelines for mix design and construction of recycled asphalt pavements.
Existing asphalt pavement materials are commonly removed during resurfacing, rehabilitation, or reconstruction operations. Once removed and processed, the pavement material becomes RAP, which contains valuable asphalt binder and aggregate (see figure 1). In the early 1990s, FHWA and the U.S. Environmental Protection Agency estimated that more than 90 million tons of asphalt pavement were reclaimed (i.e., converted into material suited for use) every year, and over 80 percent of RAP was recycled, making asphalt the most frequently recycled material.(2) RAP is most commonly used as an aggregate and virgin asphalt binder substitute in recycled asphalt paving, but it is also used as a granular base or subbase, stabilized base aggregate, and embankment or fill material. It can also be used in other construction applications. RAP is a valuable, high-quality material that can replace more expensive virgin aggregates and binders.
Figure 1. Photo. Milled RAP.
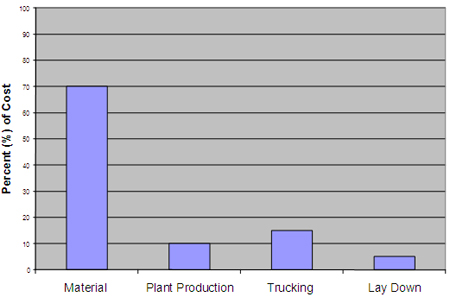
There are four major asphalt production cost categories: (1) materials, (2) plant production, (3) trucking, and (4) lay down (i.e., construction). Materials are the most expensive production cost category, comprising about 70 percent of the cost to produce HMA (see figure 2). The most expensive and economically variable material in an asphalt mixture is the asphalt binder. It is most commonly used in the intermediate and surface layers of flexible pavement to provide tensile strength to resist distortion, protect the asphalt pavement structure and subgrade from moisture, and provide a smooth, skid-resistant riding surface that withstands wear from traffic.(3) As a result, the most economical use of RAP is in the intermediate and surface layers of flexible pavements where the less expensive binder from RAP can replace a portion of the more expensive virgin binder.
Figure 2. Graph. Estimated asphalt production cost categories.
Recycling asphalt pavements became popular in the 1970s due to the high cost of crude oil during the Arab oil embargo. FHWA provided partial funding to State transportation departments through Demonstration Project 39 to construct paving projects using recycled asphalt and to document the effective use of resources in light of increased material costs.(4) As a result, construction practices and technologies quickly evolved to handle RAP. The National Cooperative Highway Research Program (NCHRP) published Recycling Materials for Highways in 1978 and Guidelines for Recycling Pavement Materials in 1980.(5,6) In the 1990s, FHWA issued further guidance and provided information on the state of the practice regarding pavement recycling by publishing Pavement Recycling Executive Summary and Report and Pavement Recycling Guidelines for State and Local Governments: Participant's Reference Book.(7,8)
RAP was successfully used by State transportation departments for many years before the implementation of the Superior Performing Asphalt Pavements (Superpave®) mixture design method in the late 1990s. When Superpave® was implemented, the Strategic Highway Research Program did not provide guidance for the use of RAP in HMA. Furthermore, the Superpave® mix design system encouraged the use of coarse-graded mixtures, which, in some cases, limited the amount of RAP that could be used in the mix. In particular, due to the high fines content frequently found in many RAP stockpiles, some of the specified mix design criteria (i.e., voids in the mineral aggregate (VMA), dust to effective binder content, etc.) reduced the use of RAP. Many State transportation departments stopped allowing the use of high amounts of RAP in favor of implementing the Superpave® system with virgin materials to reduce variability. However, since then, there has been an increasing effort to modify the Superpave® design method to more effectively evaluate HMA containing RAP. In the late 1990s, FHWA's Superpave® Mixtures ETG developed interim guidelines for the use of RAP in the Superpave® mix design method. These guidelines were verified and further developed under NCHRP Project 9-12.(9) The suggested guidelines for specifying agencies are available in NCHRP Research Results Digest 253: Guidelines for Incorporating RAP in the Superpave System.(10) Guidance on testing and designing with RAP in the Superpave® method in the lab and field is available in Recommended Use of Reclaimed Asphalt Pavement in the Superpave Mix Design Method: Technician's Manual.(11)
Traditionally, many State transportation departments have limited the maximum amount of RAP used in surface layers, certain mixture types, and, in some instances, large or critical projects. Although many HMA producers continued to use RAP, the amount was typically less than 15 percent because there were no binder grade changes or additional tests required for these lower percentages. Additionally, there was no significant economic incentive for using larger percentages of RAP. However, in 2006 and again in 2008, there were sharp increases in asphalt binder costs as well as diminishing supplies of quality aggregate. As a result, utilizing greater amounts of RAP became a priority in the HMA industry once again. With changes in construction materials economics, stricter environmental regulations, and an emphasis on "green" technologies (e.g., warm mix asphalt (WMA)) and sustainable pavements, the highway community is reassessing the economic and environmental benefits of allowing higher percentages of RAP in premium pavements and asphalt surfaces while also maintaining high-quality pavement infrastructures.
More widespread use of higher amounts of RAP in asphalt mixtures requires support from State transportation departments and the HMA industry. State transportation departments have expressed concern over the lack of guidance on the use of high percentages of RAP (high RAP) in mixtures as well as information on their performance. There is a need for national guidance on best practices when using RAP and documented information about long-term performance of high RAP pavements.
In 2007, FHWA created an ETG, known as the RAP ETG, for the use of RAP in the construction and rehabilitation of flexible pavements. It is comprised of RAP experts from FHWA, State transportation departments, the American Association of State Highway and Transportation Officials (AASHTO), the National Asphalt Pavement Association (NAPA), the National Center for Asphalt Technology (NCAT), and people from the industry and academia. The purpose of the ETG is to advance the use of RAP in asphalt paving applications by providing State transportation departments and the industry with information emphasizing the production of high-quality high RAP mixtures, the performance of asphalt mixtures containing RAP, technical guidance on high RAP projects, and RAP research activities.
This report is the result of RAP ETG activity to provide state-of-the-practice information for including higher percentages of RAP in asphalt mixtures. For the purpose of this report, high RAP is defined as using 25 percent or more RAP in an asphalt mixture by weight of the total mix. The state of the practice for RAP use throughout the United States was determined through a survey conducted by the RAP ETG and sponsored by the AASHTO Subcommittee on Materials (see chapter 2). Several surveys regarding the specification and use of RAP have also been conducted, and the results are also summarized in chapter 2. Common challenges for increasing the use of RAP were identified through these surveys and were used to develop guidance on the best practices.
The best practices discussion presents measures applicable for the use of RAP in asphalt mixtures (see chapter 3). It identifies general parameters to consider when developing specifications. Chapter 3 also provides information on available resources and best practices for sourcing, processing, stockpiling, testing, designing, evaluating, producing, and placing high RAP mixtures, as well as practices to attain the best performance for high RAP mixtures. This information was compiled from current industry reports, State specifications, field projects and demonstrations, and expert knowledge from RAP ETG representatives.