

Technical Advisory
Q & A for Technical Advisory (TA) 5140.32
The following Questions (Q) and Answers (A) were generated to support the implementation of Technical Advisory (TA) 5140.32, "Inspection of Fracture Critical Bridges Fabricated from AASHTO M270 Grade 100 (ASTM A514/A517) Steel," dated September 12, 2011.
Q1 [Oct. 7, 2011]: Can you provide information on what exactly precipitated this TA?
A1: FHWA first became aware of the inappropriate classification and treatment of inspection findings on the Sherman-Minton Bridge in February 2011 when the Indiana Department of Transportation (INDOT) was scoping a contract to conduct the next cycle of bridge inspections for this and other structures. At that time, FHWA advised INDOT of the critical nature of the tie, as well as some historical concerns with the susceptibility of the steel used to fracture and the difficulty of producing flaw free welds in the material during the era of construction. During follow up special inspections of the structure in the spring and summer of 2011, it was determined that these cracks were caused by hydrogen captured in the molten metal during the welding process. A more rigorous and expanded inspection found many more cracks in the butt welds and fillet welds of the tie and in the groove welds connecting elements to the tie. The most significant of these cracks are located in the butt welds. Many of these cracks have been removed and studied and the results have all indicated the same cause; lack of hydrogen control during fabrication. The tension ties were fabricated from T-1 steel, which is very susceptible to this type of cracking. The accompanying document titled "How to Weld USS T-1 Steel" published by U.S. Steel Corporation (USS) provides a very plain language explanation of this phenomenon.
As a result of the significant presence of the surface breaking cracks, UT and MT was employed to better characterize the butt welds at all 350 joints in the 4 ties of this two span bridge. By today's standards, first established by the 1978 Fracture Control Plan (FCP) included in the AASHTO Guide Specifications for Fracture Critical Non-Redundant Steel Bridge Members, the testing found significant rejectable defects in large majority of the butt welds. The Sherman-Minton Bridge was fabricated prior to the FCP and without an equivalent set of material and fabrication standards.
In response to this new information, INDOT initiated a retrofit project that included addressing the surface breaking cracks in the tie butt welds and fillet welds, removing the groove welds and replacing them with a bolted connection and better characterizing all the butt welds with either RT or a high-energy X-ray technique to determine which butt welds would need retrofitting. During the removal of one of the groove welds which passed horizontally over a vertical butt weld in the tie, an approximate 2½ inch surface breaking crack was found that, based on its size, orientation and location, resulted in the closing of the bridge. The location of this crack can be seen in the inset of Figure 1.
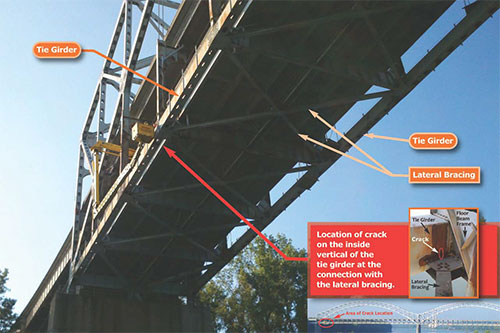
Figure 1. Location of crack initially responsible for closing the Sherman–Minton Bridge.
Subsequently, similar cracking at approximately half of these groove weld over butt weld locations has been found during the retrofit process. Again, these are visually uninspectable locations for which the quality of the initial welding would have been rejected using modern standards.
It is also important to note in the ongoing management of this structure that, to date, no cracking found in or on the tie has originated in the base metal or as a result of fatigue. This fact has contributed to the retrofit strategy that was chosen to bring the bridge back into service. That strategy includes tactically locating crack arrest details into the existing plates of the tie, in addition to adding new steel plates along the entire length of the current tie side plates providing what is essentially a new tie.
It should also be noted that (INDOT) was operating on incorrect advice from a consultant responsible for the inspection of the Sherman-Minton Bridge. Large surface breaking cracks found in the welds of the tension tie as early as 30 years ago were not classified as critical findings and as a result not appropriately addressed [see Figure 2].

Figure 2. A crack measuring approximately 2 1/8 inches long by 1 1/4 inches deep in the side plate of the south tie of span 2 of the Sherman–Minton Bridge.
Q2 [Oct. 7, 2011]: Do you know approximately when T–1 steel was introduced into the bridge industry and when the AASHTO/AWS 01.5–88 Bridge Welding Code was adopted?
A2 [Oct. 7, 2011]: USS started selling T–1 in 1952. Similar steels existed as early as the 1920s. However, anecdotal evidence suggests that the plate girder bridge over Whiskey Creek near Redding, CA constructed in 1961 was one of the first uses of T–1 steel in bridge construction. As a result, a credible estimate at the year of introduction of T–1 into bridge construction is 1959.
The designation T–1, which more accurately describes the USS product that met the requirements of ASTM A514 specification and its predecessors, has become synonymous with many of the corporate twins of that grade of steel. The intent of the TA is to address all of these grades of steel, not just those formally produced by USS. Also, it is very unlikely that the product name of the steel will appear on the design drawings. The following descriptors are a partial list of how this grade of steel was called out in addition to T–1 on design plans and/or contract documents:
- ASTM A514
- Grade 100 Steel
- Quenched & Tempered (Q&T) Steel d. High–Strength Steel
- Heat–Treated Steel
- Combinations of the above
The adjective "alloy" may also appear in the description with any of the above.
Recommendation 3 of the TA should have referenced the AASHTO/AWS D1.5–95 Specifications adopted in 1995. However, it is the intent of the TA to recognize any version of the FCP used in the fabrication of a fracture critical bridge including the AASHTO Guide Specifications for Fracture Critical Non–Redundant Steel Bridge Members originally published in 1978 or an equivalent State specification.
Q3 [Oct. 7, 2011]: What does FHWA consider significant about T–1 steel in a bridge?
A3 [Oct. 7, 2011]: We are interested in ensuring that FC bridges fabricated with welded Grade 100 steels not subject to any version of the FCP or an equivalent specification have been appropriately inspected and, when issues with the welding have been found, appropriately addressed.
Q4 [Oct. 7, 2011]: What length of time are we expecting the State and locals to complete the 3 recommendations in the TA?
A4 [Oct. 7, 2011]: We are targeting a few months at most.
Q5 [Oct. 7, 2011]: Do you have any suggestions on parameters that can be used to search the bridge inventory?
A5 [Oct. 7, 2011]: Any bridge fabricated using any version of the Fracture Control Plan (FCP) or an equivalent specification is not the target of this TA. The targets have 3 characteristics. They (1) have fracture critical members, (2) welded Grade 100 steel, and (3) were fabricated without the provisions of the FCP or equivalent. For that family of structures we are looking for assurance from the owners that there are no deficiencies in the FC inspection process or deficiencies in the follow up actions associated with cracks found in the welds to the grade 100 steel.
Q6 [Oct. 7, 2011]: If the State finds no critical findings are they done?
A6 [Oct. 7, 2011]: If a state has been appropriately inspecting their FC bridges and has no unresolved critical findings then, yes, they are done
Q7 [Oct. 7, 2011]: What grade of steel is "high strength?"
A7 [Oct. 7, 2011]: For the purposes of this TA it is Grade 100.
Q8 [Oct. 7, 2011]: Are you only concerned with butt welds?
A8 [Oct. 7, 2011]: We are concerned with all welding to T–1. While the TA places emphasis on fabrication using this grade of steel that incorporates butt welds, it is intended that inspection findings related to all type of welding on this steel be reviewed for appropriate follow–up actions.
Q9 [Oct. 7, 2011]: Is non–destructive testing (NDT) recommended to verify the soundness of all butt welds in T–1 steel?
A9 [Oct. 7, 2011]: The TA does not require the use of NDT to insure the soundness of welds where no issues have been identified. However, it is believed that this is a prudent course of action if there have been critical findings discovered in the welds previously. The hydrogen cracking phenomenon is a near–fabrication issue occurring as the weld cools and shrinks. That is, the bridge will not develop hydrogen cracking over time and anything surface breaking in a butt weld should be evident at both the fabrication shop and during any subsequent inspection.
Also, it is not the intent of this TA to recommend re–inspection of bridges that have been previously properly inspected and maintained.
Q10 [Nov. 8, 2011]: Does the statement "as a result, a credible estimate at the year of introduction of T–1 into bridge construction is 1959" from the Q&A site indicate that it is reasonable to assume there is no T-1 type steel prior to 1959?
A10 [Nov. 8, 2011]: Yes and no. That is, although T-1 type steels did exist prior to 1959 the brand name T-1 was introduced to the bridge market in approximately 1959. For the purposes of this TA we are focused on any T-1 type steel (Grade 100) with welding issues incorporated into a fracture critical member.