

Fly Ash Facts for Highway Engineers
Chapter 1 - Fly Ash - An Engineering Material
Why Fly Ash?
What is fly ash? Fly ash is the finely divided residue that results from the combustion of pulverized coal and is transported from the combustion chamber by exhaust gases. Over 61 million metric tons (68 million tons) of fly ash were produced in 2001.
Where does fly ash come from? Fly ash is produced by coal-fired electric and steam generating plants. Typically, coal is pulverized and blown with air into the boiler's combustion chamber where it immediately ignites, generating heat and producing a molten mineral residue. Boiler tubes extract heat from the boiler, cooling the flue gas and causing the molten mineral residue to harden and form ash. Coarse ash particles, referred to as bottom ash or slag, fall to the bottom of the combustion chamber, while the lighter fine ash particles, termed fly ash, remain suspended in the flue gas. Prior to exhausting the flue gas, fly ash is removed by particulate emission control devices, such as electrostatic precipitators or filter fabric baghouses (see Figure 1-1).
Where is fly ash used? Currently, over 20 million metric tons (22 million tons) of fly ash are used annually in a variety of engineering applications. Typical highway engineering applications include: portland cement concrete (PCC), soil and road base stabilization, flowable fills, grouts, structural fill and asphalt filler.
What makes fly ash useful? Fly ash is most commonly used as a pozzolan in PCC applications. Pozzolans are siliceous or siliceous and aluminous materials, which in a finely divided form and in the presence of water, react with calcium hydroxide at ordinary temperatures to produce cementitious compounds.
The unique spherical shape and particle size distribution of fly ash make it a good mineral filler in hot mix asphalt (HMA) applications and improves the fluidity of flowable fill and grout. The consistency and abundance of fly ash in many areas present unique opportunities for use in structural fills and other highway applications.
Environmental benefits. Fly ash utilization, especially in concrete, has significant environmental benefits including: (1) increasing the life of concrete roads and structures by improving concrete durability, (2) net reduction in energy use and greenhouse gas and other adverse air emissions when fly ash is used to replace or displace manufactured cement, (3) reduction in amount of coal combustion products that must be disposed in landfills, and (4) conservation of other natural resources and materials.
Figure 1-1: Method of fly ash transfer can be dry, wet, or both.
Production
Fly ash is produced from the combustion of coal in electric utility or industrial boilers. There are four basic types of coal-fired boilers: pulverized coal (PC), stoker-fired or traveling grate, cyclone, and fluidized-bed combustion (FBC) boilers. The PC boiler is the most widely used, especially for large electric generating units. The other boilers are more common at industrial or cogeneration facilities. Fly ashes produced by FBC boilers are not considered in this document. Fly ash is captured from the flue gases using electrostatic precipitators (ESP) or in filter fabric collectors, commonly referred to as baghouses. The physical and chemical characteristics of fly ash vary among combustion methods, coal source, and particle shape.
| Million Metric Tons | Million Short Tons | Percent | |
|---|---|---|---|
| Produced | 61.84 | 68.12 | 100.0 |
| Used | 19.98 | 22.00 | 32.3 |
As shown in Table 1-1, of the 62 million metric tons (68 million tons) of fly ash produced in 2001, only 20 million metric tons (22 million tons), or 32 percent of total production, was used. The following is a breakdown of fly ash uses, much of which is used in the transportation industry.
| Million Metric Tons | Million Short Tons | Percent | |
|---|---|---|---|
| Cement/Concrete | 12.16 | 13.40 | 60.9 |
| Flowable Fill | 0.73 | 0.80 | 3.7 |
| Structural Fills | 2.91 | 3.21 | 14.6 |
| Road Base/Sub-base | 0.93 | 1.02 | 4.7 |
| Soil Modification | 0.67 | 0.74 | 3.4 |
| Mineral Filler | 0.10 | 0.11 | 0.5 |
| Mining Applications | 0.74 | 0.82 | 3.7 |
| Waste Stabilization /Solidification | 1.31 | 1.44 | 6.3 |
| Agriculture | 0.02 | 0.02 | 0.1 |
| Miscellaneous/Other | 0.41 | 0.45 | 2.1 |
| Totals | 19.98 | 22.00 | 100 |
Handling
The collected fly ash is typically conveyed pneumatically from the ESP or filter fabric hoppers to storage silos where it is kept dry pending utilization or further processing, or to a system where the dry ash is mixed with water and conveyed (sluiced) to an on-site storage pond.
The dry collected ash is normally stored and handled using equipment and procedures similar to those used for handling portland cement:
- Fly ash is stored in silos, domes and other bulk storage facilities
- Fly ash can be transferred using air slides, bucket conveyors and screw conveyors, or it can be pneumatically conveyed through pipelines under positive or negative pressure conditions
- Fly ash is transported to markets in bulk tanker trucks, rail cars and barges/ships
- Fly ash can be packaged in super sacks or smaller bags for specialty applications
Dry collected fly ash can also be moistened with water and wetting agents, when applicable, using specialized equipment (conditioned) and hauled in covered dump trucks for special applications such as structural fills. Water conditioned fly ash can be stockpiled at jobsites. Exposed stockpiled material must be kept moist or covered with tarpaulins, plastic, or equivalent materials to prevent dust emission.
Characteristics
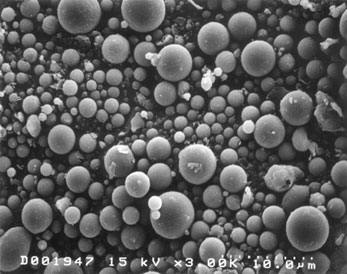
Size and Shape. Fly ash is typically finer than portland cement and lime. Fly ash consists of silt-sized particles which are generally spherical, typically ranging in size between 10 and 100 micron (Figure 1-2). These small glass spheres improve the fluidity and workability of fresh concrete. Fineness is one of the important properties contributing to the pozzolanic reactivity of fly ash.
Figure 1-2: Fly ash particles at 2,000x magnification.
Chemistry. Fly ash consists primarily of oxides of silicon, aluminum iron and calcium. Magnesium, potassium, sodium, titanium, and sulfur are also present to a lesser degree. When used as a mineral admixture in concrete, fly ash is classified as either Class C or Class F ash based on its chemical composition. American Association of State Highway Transportation Officials (AASHTO) M 295 [American Society for Testing and Materials (ASTM) Specification C 618] defines the chemical composition of Class C and Class F fly ash.
Class C ashes are generally derived from sub-bituminous coals and consist primarily of calcium alumino-sulfate glass, as well as quartz, tricalcium aluminate, and free lime (CaO). Class C ash is also referred to as high calcium fly ash because it typically contains more than 20 percent CaO.
Class F ashes are typically derived from bituminous and anthracite coals and consist primarily of an alumino-silicate glass, with quartz, mullite, and magnetite also present. Class F, or low calcium fly ash has less than 10 percent CaO.
| Compounds | Fly Ash Class F | Fly Ash Class C | Portland Cement |
|---|---|---|---|
| SiO2 | 55 | 40 | 23 |
| Al203 | 26 | 17 | 4 |
| Fe2O3 | 7 | 6 | 2 |
| CaO (Lime) | 9 | 24 | 64 |
| MgO | 2 | 5 | 2 |
| SO3 | 1 | 3 | 2 |
Color. Fly ash can be tan to dark gray, depending on its chemical and mineral constituents. Tan and light colors are typically associated with high lime content. A brownish color is typically associated with the iron content. A dark gray to black color is typically attributed to an elevated unburned carbon content. Fly ash color is usually very consistent for each power plant and coal source.
Figure 1-3: Typical ash colors

Quality of Fly Ash
Quality requirements for fly ash vary depending on the intended use. Fly ash quality is affected by fuel characteristics (coal), co-firing of fuels (bituminous and sub-bituminous coals), and various aspects of the combustion and flue gas cleaning/collection processes. The four most relevant characteristics of fly ash for use in concrete are loss on ignition (LOI), fineness, chemical composition and uniformity.
LOI is a measurement of unburned carbon (coal) remaining in the ash and is a critical characteristic of fly ash, especially for concrete applications. High carbon levels, the type of carbon (i.e., activated), the interaction of soluble ions in fly ash, and the variability of carbon content can result in significant air-entrainment problems in fresh concrete and can adversely affect the durability of concrete. AASHTO and ASTM specify limits for LOI. However, some state transportation departments will specify a lower level for LOI. Carbon can also be removed from fly ash.
Some fly ash uses are not affected by the LOI. Filler in asphalt, flowable fill, and structural fills can accept fly ash with elevated carbon contents.
Fineness of fly ash is most closely related to the operating condition of the coal crushers and the grindability of the coal itself. For fly ash use in concrete applications, fineness is defined as the percent by weight of the material retained on the 0.044 mm (No. 325) sieve. A coarser gradation can result in a less reactive ash and could contain higher carbon contents. Limits on fineness are addressed by ASTM and state transportation department specifications. Fly ash can be processed by screening or air classification to improve its fineness and reactivity.
Some non-concrete applications, such as structural fills are not affected by fly ash fineness. However, other applications such as asphalt filler, are greatly dependent on the fly ash fineness and its particle size distribution.
Chemical composition of fly ash relates directly to the mineral chemistry of the parent coal and any additional fuels or additives used in the combustion or post-combustion processes. The pollution control technology that is used can also affect the chemical composition of the fly ash. Electric generating stations burn large volumes of coal from multiple sources. Coals may be blended to maximize generation efficiency or to improve the station environmental performance. The chemistry of the fly ash is constantly tested and evaluated for specific use applications.
Some stations selectively burn specific coals or modify their additives formulation to avoid degrading the ash quality or to impart a desired fly ash chemistry and characteristics.
Uniformity of fly ash characteristics from shipment to shipment is imperative in order to supply a consistent product. Fly ash chemistry and characteristics are typically known in advance so concrete mixes are designed and tested for performance.
| ACI 229R | Controlled Low Strength Material (CLSM) |
|---|---|
| ASTM C 311 | Sampling and Testing Fly Ash or Natural Pozzolans for Use as a Mineral Admixture in Portland Cement Concrete |
| AASHTO M 295 ASTM C 618 | Fly Ash and Raw or Calcined Natural Pozzolan for Use as a Mineral Admixture in Portland Cement Concrete |
| ASTM C 593 | Fly Ash and Other Pozzolans for Use With Lime |
| ASTM D 5239 | Standard Practice for Characterizing Fly Ash for Use in Soil Stabilization |
| ASTM E 1861 | Guide for the Use of Coal Combustion By-Products in Structural Fills |
Quality Assurance and Quality Control criteria vary for each use of fly ash from state to state and source to source. Some states require certified samples from the silo on a specified basis for testing and approval before use. Others maintain lists of approved sources and accept project suppliers' certifications of fly ash quality. The degree of quality control requirements depends on the intended use, the particular fly ash, and its variability. Testing requirements are typically established by the individual specifying agencies.
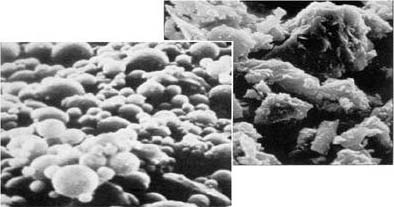
Figure 1-4: Microscopic photographs of fly ash (left) and portland cement (right).
| Class F | Class C | |||
|---|---|---|---|---|
| Chemical Requirements | SiO2 + Al2O3 + Fe2O3 | min% | 701 | 50 |
| SiO3 | max% | 5 | 5 | |
| Moisture Content | max% | 3 | 3 | |
| Loss on ignition (LOI) | max% | 51 | 51 | |
| Optional Chemical Requirements | Available alkalies | max% | 1.5 | 1.5 |
| Physical Requirements | Fineness (+325 Mesh) | max% | 34 | 34 |
| Pozzolanic activity/cement (7 days) | min% | 75 | 75 | |
| Pozzolanic activity/cement (28 days) | min% | 75 | 75 | |
| Water requirement | max% | 105 | 105 | |
| Autoclave expansion | max% | 0.8 | 0.8 | |
| Uniform requirements2: density | max% | 5 | 5 | |
| Uniform requirements2: Fineness | max% | 5 | 5 | |
| Optional Physical Requirements | Multiple factor (LOI x fineness) | 255 | -- | |
| Increase in drying shrinkage | max% | .03 | .03 | |
| Uniformity requirements: Air entraining agent | max% | 20 | 20 | |
| Cement/Alkali Reaction: Mortar expansion (14 days) | max% | 0.020 | -- |
Notes:
- ASTM requirements are 6 percent
- The density and fineness of individual samples shall not vary from the average established by the 10 preceding tests, or by all preceding tests if the number is less than 10, by more than the maximum percentages indicated.