U.S. Department of Transportation
Federal Highway Administration
1200 New Jersey Avenue, SE
Washington, DC 20590
202-366-4000
Federal Highway Administration Research and Technology
Coordinating, Developing, and Delivering Highway Transportation Innovations
 |
| This report is an archived publication and may contain dated technical, contact, and link information |
|
Publication Number: FHWA-RD-01-164 Date: March 2002 |
The final series of steps involves the selection of the most appropriate alternative to address the overall needs of the pavement. Selecting the most appropriate method and technique is a complex process involving a large number of technical, economical, and practical considerations. The previous discussions for each distress focus on the effectiveness of the methods. However, many other considerations must be addressed in the final selection process. The selection of the most appropriate alternative must address the following questions:
Overall Pavement Condition
The selection of the most appropriate treatment or rehabilitation method must consider the overall pavement condition and not just the MRD itself. The extent and severity of other distress types are equally important and must also be addressed. The most cost-effective solution is one that addresses all distress types simultaneously. In some cases, this may require a combination of two or more treatment or rehabilitation methods.
Just because a method is the most effective treatment or rehabilitation option for a particular MRD does not mean it is the most appropriate alternative for the pavement. For instance, the most effective method for a pavement exhibiting freeze-thaw deterioration of aggregate that is confined to a joint might be treatment with HMWM. However, if the joint is also faulted or locked-up, full-depth repair will likely be a more cost-effective option because it addresses both problems. Likewise, the selected alternative must conform to future plans of the roadway. It would be unwise to apply a treatment to address ASR when the pavement is expected to receive major rehabilitation in a few years.
Certain constraints may limit the feasibility of one or more techniques and should be considered in the selection process. At times, these factors take precedence over all other considerations, including the effectiveness of available methods. Such overriding factors may be the result of traffic, climate, materials, or construction considerations. Examples of possible constraints include the following:
The expected performance of an alternative is a key issue in the selection process. Not only is it important to ensure that the method will effectively address the problem, but it is also important to know how long the pavement will provide acceptable serviceability once the method is applied. The performance life of the method (along with the cost of the method) are the major considerations in the conduct of a life cycle cost analysis.
The effectiveness of treatment and rehabilitation methods for each MRD has been presented. There are still many unknowns as to the exact mechanisms and causes of the various MRD types, and many of the available treatments to address MRD are still in the experimental stages. Consequently, little or no field performance data are available for many of the available methods, especially for some of the treatment methods. These factors add to the difficulty of predicting the increased performance life through application of the treatment or rehabilitation method. Agencies may need to experiment with treatments on a small scale to gauge their effectiveness.
The predicted performance (life) of both the existing pavement and the treatment or rehabilitation method must be considered together. For example, it is ineffective to apply a treatment or rehabilitation that will last 10 years when the pavement is expected to fail by other means within 5 years. Often times, the best solution is to apply lower cost methods designed to maintain rideability as a temporary fix to the problem while more permanent techniques are planned.
A life cycle cost analysis procedure is a valuable tool for selecting the alternative that will provide the required performance at the lowest cost (i.e., the most cost-effective alternative). The procedure needs to consider all costs associated with a given alternative, including initial application costs, future maintenance and rehabilitation costs, user costs, and salvage value. Many of these costs are difficult to predict with any accuracy.
For years, a deterministic approach to predicting life cycle costs has been employed. This method uses discrete inputs to predict discrete cost. Numerous publications are available regarding this approach (for example, Peterson 1985; Van Wijk 1985). More recently, there has been increased interest in a probabilistic approach. This approach considers variations in the inputs to compute a range of results and the probability of occurrence. The Federal Highway Administration (FHWA) has published a report that provides guidelines for using this approach in pavement design (Walls and Smith 1998).
A life cycle cost analysis should be conducted on each feasible alternative. However, the life cycle cost analysis should not be used as the ultimate decision-maker. Although it is an extremely valuable tool, it represents only one of many factors that need to be considered. Factors such as the reliability of the method and overall project planning are also important.
Construction and Maintenance Considerations
The methods for addressing MRD often require special considerations for construction and maintenance. This section presents general construction and maintenance recommendations for each of the available, practical methods. The recommendations focus on differences or special considerations that are required for pavements with MRD as compared to traditional techniques.
The techniques for chemical treatments vary considerably from one product to another. Special mixing, curing, and application techniques are required for each product. The manufacturer’s guidelines should be closely followed. Each product should also include guidance regarding the time required before opening to traffic, the need for reapplication, and maintaining adequate surface friction. Safety precautions must be observed with some chemical treatments. Gloves, goggles, and ventilation masks are necessities for the application of some treatments. Products that can be potentially harmful should contain special safety considerations; the manufacturer should be contacted if safety guidelines are not clearly identified.
With chemical treatments, an important consideration is achieving penetration of the chemical beneath the surface. Achieving penetration through the full depth of the concrete is impossible, but careful application techniques can help increase the effectiveness. Thorough application of the chemical around and within joints and cracks, where MRD is often worse, can be beneficial. Repeated application of the chemical treatment can also help increase its long-term effectiveness.
Joint and Crack Sealing
The effectiveness of joint and crack sealing lies in its ability to prevent the occurrence of a distress or at least slow the rate of deterioration. Once MRD has progressed to moderate severity, the effectiveness of joint and crack sealing will be negligible. Where the damage is severe around joints and cracks, the process may be more harmful than beneficial. The process of refacing and cleaning joints can result in spalling in the weakened areas and therefore requires special care. Otherwise, the construction process is the same.
Crack filling is not a commonly performed technique to address distress other than MRD. Preparation of the pavement is of particular importance when applying HMWM. First, all bituminous patches should be removed because HMWM deteriorates the asphalt. As with any treatment that is applied to the surface, penetration of the treatment is an important consideration. To help achieve penetration into cracks, the cracks should be thoroughly cleaned by airblasting.
Once the pavement is prepared, the treatment can be applied with a brush, spray, or squeegee. HMWM only needs to be applied in areas experiencing cracks, including surficial cracks. Within 20 minutes after application, the treatment should be covered with sand to ensure good skid resistance. Air and pavement temperatures near 20 °C are recommended to minimize curing time; curing time is typically between 3 and 6 hours. More detailed guidelines for the application of crack fillers are available (Engstrom 1994).
The application of surface sealers is another treatment that is not commonly used to address distress other than MRD. As with chemical treatments, the composition of surface sealers is continually changing as further advancements are made (Campbell-Allen and Roper 1991). The manufacturer should be consulted to ensure that the appropriate products are used and that proper application techniques are followed.
The pavement needs to be completely dry before the sealer is applied. The purpose of sealer is to keep water out of the pavement, although it can also trap water in the pavement and accelerate the deterioration. A wet surface will also prevent good penetration of the surface sealer. A clean, rough surface is preferred to allow partial penetration of the sealer. Airblasting or sandblasting may be used for this purpose. Diamond grinding is a good technique to provide these surface properties, as well as to remove surface irregularities.
Brushes, rollers, and sprayers have been used to apply surface sealers. Hand brushes have been used but are tedious and time consuming. Traffic should not be allowed on the pavement until the sealer has fully penetrated the pavement and evaporated. For silane sealers, 20 to 45 minutes is typically required (Engstrom 1994).
For partial-depth repairs, the deterioration must be limited to the upper one-third of the concrete pavement. This is not often the case with MRDs, which are typically worse at the bottom of the slab. Coring is highly recommended at representative locations to determine the extent of deterioration and to evaluate whether partial-depth repairs can be used. Before placing the patch material, the patch should be “sounded” with a hammer or rod to ensure that all of the deterioration has been removed. If the deterioration extends below the upper third of the slab, a partial-depth patch should not be placed. Rather, the entire deteriorated area should be removed, and a full-depth patch should be placed.
A wide variety of materials are available for use in partial-depth patches. These include many rapid-setting and high-early strength materials designed to reduce closure times. Material selection depends on available curing time, ambient temperature, cost, and size of the repairs. Bituminous patches are not recommended for repair of MRD on concrete pavements.
Full-depth repairs are generally a better option for addressing MRD. Such distresses are typically worse at the bottom of the slab, which is exposed to moisture and deleterious chemicals for prolonged periods. Deterioration at the bottom of the slab can extend as much as 1 m beyond any visible signs of surface deterioration. Coring is recommended at representative joints and cracks to determine the extent of the deterioration and the size of patch that is required. Full-depth patches should be at least 1.8 m wide and extend the width of the traffic lane.
The use of dowel bars is strongly recommended for full-depth repairs. Dowel bars provide better long-term performance by reducing vertical movements, rocking, and faulting. On high-volume roadways, the use of dowel bars is recommended on both sides of the patch. On lower volume facilities, tiebars may be used on the approach side of the patch with dowels used on the leave side of the patch. On continuously reinforced concrete pavement (CRCP), continuity of the reinforcing steel should be reestablished through the full-depth repair.
The concern with full-depth patches is that they create two joints where there was previously only one joint, thus doubling the number of locations where MRD may appear in the future. One idea is to tie both ends of the patch and place dowels at the center of the patch. After placing the patch, the patch can then be sawed at the middle. The belief is that the tied joints will not allow as much moisture and deleterious materials into the joint because it remains tight. The sawed joint at the center of the patch is surrounded by new, nonsusceptible material. Although this method can reduce the exposure at tied joints, it will not completely eliminate the recurrence of MRD, as evidenced from MRD along tied longitudinal joints. Further it is a more expensive repair and structural performance under high traffic loading may suffer at the tied joints as discussed in the previous paragraph. Another idea is to treat each of the sides of the patch with a surface sealer to help reduce the exposure to moisture.
Slab replacement involves the complete removal and replacement of a slab. This technique becomes cost effective for small areas that would require more than one full-depth repair. There are no special construction considerations for repair of MRD than for other distresses. However, if MRD is exhibited to the point where slab replacement is required, it is likely that MRD has progressed to the point where repair of single slabs would not be effective. That is, similar problems are likely to occur on the remaining slabs, so reconstruction may be a more cost-effective option.
Diamond grinding can be performed to correct surface irregularities and to provide a smooth riding surface. Diamond grinding is also an effective technique for restoring the serviceability of the pavement in conjunction with other repair techniques. For example, the placement of full-depth repairs results in multiple repair areas, where minor spalling can occur for saw cuts and elevation differences can result from concrete placement. In such cases, diamond grinding is an effective technique for removing these surface irregularities. Diamond grinding should be performed after appropriate rehabilitation techniques (e.g., partial-depth or full-depth repairs) but before any surface treatment methods.
The most important construction consideration for overlays is the amount of pre-overlay repair work that needs to be conducted. The performance of the overlay is largely dependent on the type and amount of pre-overlay repair. The placement of an AC overlay requires that all badly deteriorated areas (generally moderate- and high-severity distresses) be repaired. The problem with MRD is that it often affects the entire pavement area, in which case the repairs can become too costly. In such cases, an AC overlay can be used to improve the serviceability until more extensive rehabilitation can be conducted. In addition, the MRD is likely to continue to progress, which will further contribute to the deterioration of the overlay.
The placement of an unbonded PCC overlay requires less pre-overlay repair and is therefore a better option on pavements exhibiting extensive distress. Fracturing of the existing pavement is also an option to further reduce the interaction with the overlay. Although the amount of pre-overlay repairs is reduced, unbonded PCC overlays require thicker sections than other overlay types, which offsets the cost. In addition, the thicker sections may create problems with grade elevations and bridge clearances, which can be extremely costly.
In terms of construction techniques, reconstruction of pavements exhibiting MRD does not require any special considerations over pavements exhibiting other distresses. However, special considerations for PCC mix designs are required to prevent the durability problem from recurring. If possible, an alternate aggregate source should be used when the distress is due to a materials problem. If an alternate aggregate source is not available, then the mix design should be adjusted to account for the potential problem as discussed in the next chapter of this guideline.
Recycling of the pavement offers an alternative way to conduct reconstruction. This alternative conserves aggregate resources and can potentially result in substantial cost savings, especially in areas where aggregate resources are scarce. Special mix design considerations are required for any recycling project, but additional considerations are required if the existing pavement also exhibits a materials or durability problem. These considerations are addressed in the next chapter.
This section of the guideline presents information on selecting the most appropriate treatment or rehabilitation option to address MRD in concrete pavements. Treatment methods focus on eliminating or reducing rate of deterioration and are most appropriate on pavements exhibiting low-severity MRD. Rehabilitation methods, on the other hand, involve removal and repair of the distressed area and are most appropriate for addressing high-severity MRD. Specific guidelines for each distress type are provided.
A variety of treatment methods are available to address MRD. However, many of the methods are still being tested in the laboratory and have not yet received widespread use in the field. Nonetheless, this guideline presents the most recent information on the effectiveness of the methods to address MRD.
This section of the guideline considers specific mix design and construction factors that have a direct influence on the production of durable concrete pavements. It is not designed to replace existing mix design and construction practices, such as those advocated by the Portland Cement Association (Kosmatka et al. 2002) and the American Concrete Institute (ACI) (1991), but instead supplement them through increased consideration of long-term concrete durability.
To construct durable concrete pavements, the selection of constituent materials, mixture design, and construction practices should be approached from a holistic point of view. Mehta (1997) presents this concept in a recent paper, stating “that current theories on the mechanisms responsible for deterioration of concrete due to various causes are based on a reductionistic approach to science.” This approach tries to understand a complex system by reducing it to parts, considering only one aspect of the problem at a time. As a result, a given test method is focused only on a single attribute, failing to consider the system as a whole. The need for a holistic approach in addressing concrete durability is evident when one considers how often two or three MRD mechanisms appear to be at work simultaneously in a distressed concrete specimen. This makes it nearly impossible to separate the actual “cause” of distress from opportunistic distress that became manifest only after degradation had already begun. By adopting the holistic approach in which concrete integrity and watertightness is the goal, more durable concrete will be produced.
This section of the guideline describes how considering the selection and proportioning of constituent materials and applying of proper construction techniques can significantly reduce the incidence of MRD in concrete pavements. It also provides specific considerations related to addressing individual MRDs. It is noted that this section is not written to replace the vast body of knowledge that already exists, but instead to supplement it by presenting relevant information in a usable format. The user of this guideline must rely on information contained in accepted works on concrete mixture design, construction, and durability such as The Design and Control of Concrete Mixtures (Kosmatka et al. 2002), Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete (ACI 1991), the Guide to Durable Concrete (ACI 1992), and Durability of Concrete [Transportation Research Board (TRB) 1999]. Local practices, specifications, and experience are also important and should be consulted.
The selection of materials for durable concrete is based on the premise that quality concrete can only be produced from quality materials. In the most basic conceptualization, hardened concrete is composed of aggregates and paste. Aggregates are usually classified as being either fine or coarse as defined in ASTM C 33. The paste is composed of hydrated portland cement, water, and air, and may also contain additions and admixtures (or their remnants). Common admixtures are added to entrain air or to modify the properties of the fresh concrete (e.g., accelerate set, delay set, or modify the rheology). Additional cementitious or pozzolanic materials such as fly ash, silica fume, or ground granulated blast furnace slag (GGBFS) can also be added. Each of these components must be carefully selected to produce a mixture that is readily mixed, placed, and consolidated without excessive bleeding. Upon hardening, this mixture must be dense, relatively impermeable, and resistant to environmental effects and deleterious chemical reactions over the length of its service life.
In the following sections, each concrete constituent material is discussed in the context of overall concrete durability. The user of this guideline is directed to the referenced documents for a more in-depth discussion of the subject matter.
Aggregate Selection
Aggregates typically make up 60 to 75 percent of the total volume (70 to 85 percent by weight) of concrete (Kosmatka et al. 2002). Thus, the properties of the aggregate will have a profound effect on the durability of the concrete pavement. Although aggregates are commonly considered inert filler within the concrete structure, this is rarely the case. Aggregates in concrete must be able to resist the forces exerted on them by the environment without incurring damage to themselves or the surrounding paste. This may include physical mechanisms such as freezing and thawing and/or moisture cycling. There are also deleterious chemical reactions in which aggregates play an active role, the most common being alkali–aggregate reactions, but aggregates can also contribute to internal sulfate attack or other chemical distress mechanisms. As a result, care must be exercised in selecting aggregates that not only possess adequate strength, but are also physically and chemically stable within the concrete and its environment. This section of the guideline addresses the physical and chemical characteristics of the aggregate.
The aggregate selected for use in paving concrete must meet the requirements of ASTM C 33, although this alone does not ensure concrete durability (ACI 1992). One of the most important factors in selecting durable concrete aggregate is demonstrated field performance under similar conditions. Unfortunately, this approach has some pitfalls, including the following:
Also, some sources of durable, high quality aggregates have become completely exhausted and are therefore unavailable. The need to use aggregate from new sources by definition means no previous field performance experience exists. Thus laboratory testing of the aggregate for durability is required.
Table III-8 provides a list of desirable characteristics and standard tests that can be conducted to evaluate aggregate (Kosmatka et al. 2002). A more recent list of tests is provided in a Guide for Use of Normal Weight and Heavyweight Aggregates in Concrete (ACI 1996). Some of these tests are run solely on the aggregate particles, such as ASTM C 295, Practice for Petrographic Examination of Aggregates in Concrete, whereas others examine the performance of concrete containing the aggregates under evaluation, such as ASTM C 666 Method A, Test Method for Resistance of Concrete to Rapid Freezing and Thawing. Because of the limitations of all available test methods, it is good practice to avoid the use of aggregate sources with demonstrated poor field performance even if laboratory testing is satisfactory (PCA 1995) unless other reasons for the poor performance can be documented. Also, some additional standard tests have been added since the publication of this document.
Figure III-2 presents a flowchart that can be used to evaluate aggregate sources. It is assumed that the aggregate source under study has already passed ASTM C 33 requirements. Many agencies have developed their own approaches for evaluating aggregates, commonly focusing on a single distress mechanism. For example, numerous procedures that recently been developed to evaluate the ASR susceptibility of an aggregate source including the proposed American Association of State Highway and Transportation Officials (AASHTO) Guide Specification (AASHTO 2000) and the new Canadian Standards (Fournier et al 1999). Each agency should evaluate their procedures and modify them as necessary to include methods that best address local conditions.
The following text briefly discusses tests presented in figure III-2. It is assumed that the aggregate source under study has already passed ASTM C 33 requirements. The list of standards and test methods presented is by no means exhaustive, as additional tests have also been found to be useful by various transportation agencies and research institutions.
ASTM C 295: Standard Guide for Petrographic Examination of Aggregates for Concrete
This standard should be considered as routine practice for examination of aggregates being considered for use in concrete pavements. It requires the use of optical microscopy (OM) and may also employ additional procedures such as x-ray diffraction (XRD) analysis, differential thermal analysis, and infrared spectroscopy, among others. This standard also requires the services of a qualified petrographer. Two excellent references that will assist in conducting this test procedure are Petrographic Evaluation of Concrete Aggregates by Mielenz (1994) and Handbook of Concrete Aggregates by Dolar-Mantuani (1982).
This standard will identify the constituents of an aggregate sample, which in some cases can be linked to the expected behavior of these aggregates in the field. Both physical and chemical properties of the material can be identified and classified, and the relative amounts of the constituents can be determined (this is particularly important for gravel deposits). This method is very useful in comparing aggregate from new sources to that of existing sources that have test and field performance data available. In considering the durability of concrete, a petrographic examination of the aggregate will provide valuable information on the potential freeze-thaw durability of the aggregate, whether chemically unstable minerals are present, and whether alkali reactive minerals are present.
Table III-8. Aggregate characteristics
and test methods (Kosmatka et al. 2002).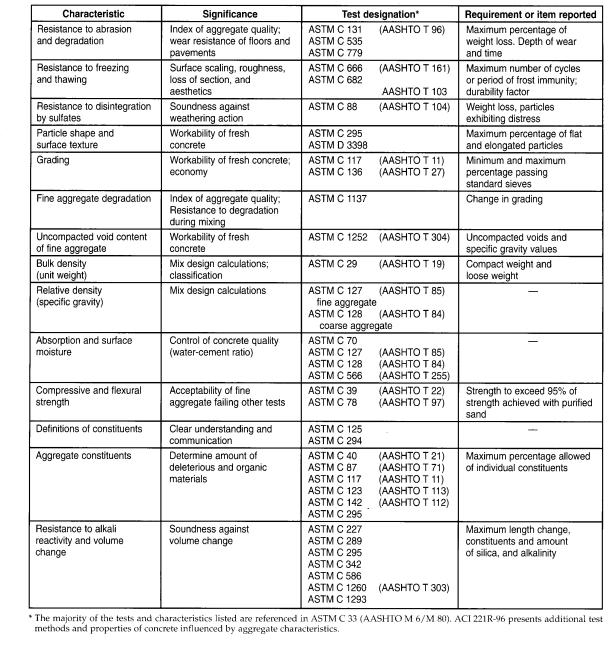
Alternative Text for Figure III-2
Figure III-2. Flowchart for the selection
of durable aggregates.
For example, it is known that finely porous and highly weathered, or otherwise altered coarse aggregate particles can be especially susceptible to freeze-thaw damage. This damage is either manifested through fracturing of the particle or the surrounding paste resulting in what is commonly called D-cracking of the pavement. Finely porous aggregate near the pavement surface can also suffer freeze-thaw damage in the form of popouts. For pavements being constructed in regions experiencing freezing and thawing cycles, petrography can be used to identify potentially susceptible materials within the coarse aggregate sources. Thus, this standard can provide an initial screening in the aggregate selection process. Furthermore, the petrographic properties of aggregates with known performance records can be compared with new sources to make an initial assessment of the new aggregate’s suitability for use in concrete pavement construction.
It is recommended by some that aggregates with high absorption (greater than 2 percent in 24 hours) should not be used in a freeze-thaw environment (Pigeon and Plateau 1995). This is because even though the aggregates may maintain their integrity under freezing and thawing, they may rapidly expel water that can either fracture the paste or dissolve soluble paste components. Therefore, aggregates having questionable petrographic or absorption characteristics should be tested in a confined state (i.e., embedded in concrete) using test methods such as ASTM C 666 Method A or C 682 (which are described later).
Chemically unstable minerals, such as soluble sulfates and unstable sulfides, or volumetrically unstable materials such as smectites can be readily identified using petrographic means. If present in sufficient quantity, these minerals can have a deleterious effect on hardened concrete. Soluble sulfates can lead to internal sulfate attack, whereas unstable sulfides can form sulfuric acid, resulting in acid attack. Volumetrically unstable materials will shrink and swell under moisture cycles resulting in particle and/or paste degradation.
In addition, identification of many alkali–silica reactive constituents can be accomplished using this standard. Commonly recognized alkali–silica reactive constituents include opal, cristobalite, tridymite, siliceous and some intermediate volcanic glass, chert, glassy to cryptocrystalline acid volcanic rocks, synthetic siliceous glass, some argillites, phyllites, metamorphic graywackes, schists, gneisses, gneissic granites, vein quartz, quartzite, and sandstone. It is noted that this list does not identify all constituents of North American aggregates that are potentially reactive (PCA 1995). An excellent summary of the petrography of alkali–silica reactive aggregates is provided in ACI 221.1R-98 (ACI 1998). If more than the following quantities of constituents are observed in the fine and coarse aggregate, it shall be considered potentially reactive (PCA 1995):
If ASTM C 295 indicates that the aggregate is potentially reactive according to the above criteria, or if potential for alkali–silica reactivity is suspected, ASTM C 1260 and/or C 1293 should be conducted. It is noted that a petrographic examination may not detect small amounts of reactive material and that the results should therefore be confirmed by expansion tests as will be discussed later (ACI 1998).
Petrographic evaluation of aggregate can also be used to identify potential alkali–carbonate reactive aggregate. These are usually calcareous dolomites or dolomitic limestones with clayey insoluble residues. Some alkali–carbonate reactions can occur in dolomites and very fine-grained limestones that are essentially free of clay, but it is uncertain whether these reactions are deleterious. The structure and texture of reactive carbonate aggregates is rather unique and identifiable (Dolar-Mantuani 1982). Identification of dolomite in a fine-grained carbonate rock makes it desirable to run ASTM C 586 and/or ASTM C 1105 (ACI 1998).
ASTM C 586: Test Method for Potential Alkali Reactivity of Carbonate Rocks for Concrete Aggregates (Rock Cylinder Method)
This test method is used to determine the expansive characteristics of carbonate rocks immersed in a NaOH solution. This test should be conducted if the potential for ACR is suspected or if ASTM C 295 indicates that potentially reactive constituents are present. The test is fairly rapid and is an effective tool for screening aggregate sources (ACI 221.1R-98). Small cylinders (35 mm long by 9 mm diameter) of the suspect rock are immersed in a 1 N NaOH solution at room temperature. The change in length of the specimen is measured at 7, 14, 21, and 28 days of immersion, and at 4-week intervals thereafter. If the test is continued beyond 1 year, measurements should then be made at 12-week intervals. Generally, expansive tendencies are observed during the first month (Farny and Kosmatka 1997). A 28-day expansion equal to or exceeding 0.10 percent indicates the potential for deleterious expansion in the field. Results of this test can be used qualitatively to predict expansion of concrete in the field, but quantitative predictions of concrete expansion are not possible. This test should therefore not be used alone, but instead in conjunction with other tests such as ASTM C 295 and C 1105 to predict whether an aggregate will likely be susceptible to ACR.
ASTM C 666: Test Method for Resistance of Concrete to Freezing and Thawing
This test method is used to assess the resistance of concrete specimens to rapidly repeated cycles of freezing and thawing. It is considered by many to be the best available test method for evaluating freeze-thaw resistance of aggregate, but it is not without its critics (Pigeon and Plateau 1995; ACI 1992). In this test method, concrete beams are prepared with the aggregate under evaluation and subjected to rapid freezing and thawing cycles. In Procedure A, the specimens are frozen and thawed in water whereas in Procedure B freezing occurs in air while thawing is done in water. Procedure A is the preferred method. Many SHAs have modified this procedure to address their specific needs and observations.
Deterioration is measured through the reduction in the dynamic modulus of elasticity of the concrete, the linear expansion of the specimen, and/or through the weight loss incurred. According to the PCA (1992), a number of SHAs use an expansion failure criterion of 0.035 percent in 350 freeze-thaw cycles or less to help indicate whether or not an aggregate is susceptible to freeze-thaw deterioration.
Criticism of the test method primarily centers on the fact that it is not representative of actual field conditions. The concrete is saturated and then subjected to rapid freezing and thawing, which is unlikely to occur in the field. Thus, although the test is able to rank aggregate from excellent to poor, it cannot be used reliably to predict the field performance of marginal aggregate (ACI 1992). Because the test is more severe than actual field conditions, aggregates that pass this test are generally going to perform well in the field. But it may reject aggregate that has established good field performance.
As noted in the TRB Circular entitled Durability of Concrete, only Procedure A in the standard should be used; Procedure B should never be used (TRB 1999).
ASTM C 1105: Test Method for Length Change of Concrete Due to Alkali–Carbonate Rock Reaction
If ASTM C 295 and C 586 indicate that an aggregate is potentially alkali–carbonate reactive, ASTM C 1105 should be conducted. It is recognized as the best indicator of potentially deleterious expansion due to carbonate aggregate in concrete (ACI 1998). This test calls for six concrete specimens to be fabricated using the aggregate under evaluation and the job cement, if possible. The specimens are kept in moist storage and their change in length is measured at 7, 28, and 56 days, and at 3, 6, 9, and 12 months. In the appendix of the ASTM standard, average expansions equal to or greater than 0.015 percent at 3 months, 0.025 percent at 6 months, and 0.030 percent at 1 year are considered indicative of a potentially deleteriously aggregate source. The appendix in the standard suggests that if the aggregate is judged potentially reactive, the following measures can be employed to control the effects of the reaction:
Prevention of ACR is discussed in detail later in this chapter.
ASTM C 1260: Test Method for Potential Alkali Reactivity of Aggregates (Mortar Bar Method)
This test method is specifically designed to establish the aggregates’ potential for alkali–silica reactivity. In this test, the aggregate is sized and cast into mortar bars at a water to cementitious material ratio (w/cm) of 0.47. Specimens undergo 2 days of moist room and water cure, and are then submerged in a 1 N NaOH solution for 14 days. Expansion is measured at 1, 3, 7, 10, and 14 days. The total duration of the test is 16 days.
The following 14-day expansion criteria are presented in the appendix of C
1260 to judge potential reactivity:
Some granitic gneisses and metabasalts have been found to be deleterious in the field even though expansion in ASTM C 1260 has been less than 0.10 percent. Thus, unless good field performance can be demonstrated for these types of aggregate, the aggregate in question should be considered potentially reactive.
Because the specimens are submerged in 1 N NaOH solution, the alkali content of the cement is relatively unimportant. Also, the test will reveal potential reactivity, but will not predict field performance because mixture alkalinity is not considered. But the rapidity of this test and its ability to detect reactivity in slowly reactive aggregates makes it very attractive. In combination with ASTM C 295 and evaluation of field performance records, most alkali-silica reactivity problems can be anticipated and mitigated (Stark 1994). If the expansion falls between 0.10 and 0.20, the aggregate should be tested using ASTM C 1293.
It is noted in the standard that specimens undergoing apparently deleterious expansion should undergo further analysis to determine if the expansion is indeed a result of ASR. ASTM C 856, Practice for Petrographic Examination of Hardened Concrete, is one recommended procedure to identify the alkali-silica gel in the test specimen.
In closing, ASTM C 1260 is considered to be a quick and reliable test for characterizing the potential for reactivity of slowly as well as rapidly reactive rock types (ACI 221.1R-98). But it is a severe test that may reject acceptable aggregates, possibly necessitating long-term testing using ASTM C 1293.
In this test procedure, concrete prisms made of the aggregate under evaluation are constructed with a Type I high alkali cement plus sufficient reagent quality NaOH to simulate a 1.25 percent Na2O equivalent cement. The concrete proportions are strictly defined with a cement content of 420 ± 10 kg/m3 and a water-to-cement ratio (w/c) of 0.42 to 0.45 being specified. The specimens are sealed in containers and are suspended above water at 38oC. Length measurements are made at 7, 28, and 56 days and at 3, 6, 9, and 12 months and every 6 months thereafter for as long as desired. These are compared to the 1-day length and used to determine if expansion due to ASR is occurring. Aggregates in specimens having expansion in excess of 0.04 percent after 1 year are considered potentially reactive.
As with ASTM C 1260, it is recommended that if deleterious expansion is observed, ASTM C 856 should be used to confirm that the cause of expansion is ASR. ASTM C 1293 can be used to assess both fine and coarse aggregate. Due to its long duration, it is also more effective than ASTM C 1260 for assessing slowly reactive aggregates.
AASHTO T 103: Standard Method of Test for Soundness of Aggregates by Freezing and Thawing
This test method is conducted on unconfined coarse aggregate to evaluate freeze-thaw susceptibility. It is used to initially screen aggregate. Aggregates that fail this test are not permitted for use in concrete. Those that pass this test are subjected to further testing. In figure III-2, this would be ASTM C 666 (Method A).
Each SHA would need to establish failure criteria based on experience. For example, in the Kansas Department of Transportation version of this test, a coarse aggregate specimen is prepared containing material passing the 25-mm sieve and retained on the 2.36-mm sieve. The gradation is carefully selected and recorded. The specimen is then saturated and cycled between freezing and thawing for 25 cycles. After 25 cycles, the cumulative percentage of material retained on each of the four sieves (19, 9.5, 4.75, and 2.36 mm) is determined. A freeze-thaw loss ratio is calculated by dividing the sum of cumulative percentages of aggregate retained on each sieve after freeze-thaw cycling to that for the original aggregate gradation. If the calculated freeze-thaw loss ratio is less than 0.85, the aggregate is rejected.
of Aggregate Selection Process
This section provided a methodology based on standards and test methods that can be used to evaluate the potential durability of aggregate for use in concrete pavements. It is assumed that the aggregates under evaluation pass the requirements of ASTM C 33. In evaluating an aggregate source for durability, it is important that ASTM C 295 first be used to characterize the physical and chemical properties of the aggregate. Supplemental testing is then conducted to further define the physical and chemical stability of aggregate. Demonstrated field performance is a crucial element of any study of aggregate durability, especially in light of the limitations of available test methods. Agencies are therefore exhorted to maintain detailed records of all aggregate investigations and attempt to correlate these investigations with field performance.
Cementitious and Pozzolanic Materials
The selection of cementitious and pozzolanic material is an extremely important element in designing durable concrete pavements. In many applications, the use of a standard ASTM C 150 Type I cement will provide satisfactory results. But the designer should not take durability for granted, and therefore must carefully consider the properties of the cement and additional cementitious/pozzolanic materials in the context of the long-term physical and chemical stability of the concrete pavement. This section describes important factors to consider when selecting cementitious/pozzolanic materials for use in a pavement project. Cements identified through ASTM C 150 and C 595M are described, as well as fly ash, slag, and silica fume additives with the emphasis on enhancing concrete durability.
The standard specification for portland cements used in the United States is presented in ASTM C 150. The following cement classifications are presented in the ASTM standard:
Type IIIA–Air-entraining cement for the same uses as Type III, where air-entrainment is desired.
The most common cement employed in pavement construction in the United States is Type I. The required chemical properties of Type III cements are similar to Type I, but Type III cements are ground finer to promote the development of higher early strength. Type III cements are gaining more widespread use, particularly in applications where high early strength is needed such as for rapid-setting repairs and “fast track” construction. In areas where external sulfate attack is a problem, Type V cements are used. Air-entrained cement, designated with an “A,” has small quantities of air-entraining material interground with the clinker during manufacture.
In addition to these cements, ASTM C 595M provides standard specifications for blended hydraulic cements. These specifications recognize the following five classes of blended cements:
These cements are formed by intimately blending portland cement with fine materials such as GGBFS, fly ash or other pozzolans, hydrated lime, and pre-blended cement combinations of these materials (Kosmatka et al. 2002). In the past, these have not been commonly used on paving projects in the United States, but they may see increased use to produce durable concrete pavements, particularly Type IS, Type IP, and Type I (PM). Each of these three can be further designated as air-entraining (A), moderate sulfate resistant (MS), and/or moderate heat of hydration (MH). For example, an air-entraining, moderate sulfate resistant pozzolan modified portland cement would be designated as Type I (PM)-A(MS). There are many references available that provide detailed descriptions of the physical and chemical characteristics of cements. One such reference is Design and Control of Concrete Mixtures by the PCA (Kosmatka et al. 2002).
It is known that variations in the physical and chemical characteristics of cement can have an impact on the initiation and progression of MRD in concrete pavements. A recently completed study by the PCA (1996) confirmed that slight changes in cement properties have occurred since the 1950’s. Cement produced in the 1990’s achieves strength more quickly in the first 7 days, but has reduced long-term strength gain than its 1950’s counterpart. This is partially a result of the fineness of modern cements, which in all cases are more finely and uniformly ground than cements from the 1950’s. But chemistry also plays a role. Modern cements have greater amounts of C3S (3 to 10 percent more) and less C2S (5 to 14 percent less) than cements from the 1950s. This contributes to faster early strength gain at the expense of long-term strength development. Also, sulfate content for modern cements is 0.5 to 1.2 percent higher and the total alkali content has increased by an average of 0.08 percent (Na equivalent) for Type I cement. The increase in sulfate can be partially accounted for by the increased demand for gypsum necessitated by finer grinding of the cement, but changes in processing and raw materials and the use of waste fuels are also contributing factors (Gress 1997). Although the results of the PCA report do not show dramatic changes in cement properties, some have voiced concern that the combination of small changes in cement characteristics may negatively affect the durability of concrete.
As a result, some researchers are suggesting that the movement toward quicker setting cement and faster construction has been detrimental to long-term concrete durability. Mehta (1997), for example, argues that for concrete to remain durable, it must remain relatively impermeable. He proposes that durable concrete should be slow-hardening with high creep and low elastic modulus at early ages to resist drying shrinkage and thermal cracking. Although he acknowledges that this can be accomplished through the use of coarser ground cement with low C3S content, he doesn’t directly advocate a return to the cement of the past. He instead suggests that there is an overemphasis on speed of construction that has resulted in the unnecessary use of high early-strength mixtures. To address this, instead of using Type I or Type III portland cement, blended cements containing slag and/or fly ash could be used. The lower heat of hydration and denser, less soluble microstructure will produce less permeable, more durable concrete. This would necessitate a major change in the way concrete quality is judged, shifting strength requirements to 56 days or 90 days instead of the 28 days commonly used today. The use of mixtures having slower strength gain of this type may be practical for many paving projects, although they are not practical in situations where early opening is required. It must be realized that speed of construction and long-term concrete durability both need to be considered. Thus, when selecting cementitious materials, the designer should not focus exclusively on 28-day strength gain as the measure of concrete quality. And unless the constraints of the project demand high early strength (i.e., high user costs dictate early opening), the use of blended cements or pozzolanic replacement should be considered.
Cement properties related to the development of specific MRD types are discussed later in this section of this guideline, which also provides detailed information regarding mix design and construction practices that can be exercised to control specific MRD in concrete pavements.
Fly ash is an industrial byproduct produced from the burning of coal. It is primarily silica glass containing silica, alumina, iron, and calcium, with magnesium, sulfur, sodium, potassium, and carbon as minor constituents (Kosmatka et al. 2002). Fly ash is classified according to ASTM C 618 as either Class C or Class F, the primary difference being the minimum percentage of silicon dioxide, aluminum oxide, and iron oxide present (combined total of 50 and 70 percent, respectively). The burning of bituminous or anthracite coals tends to produce low calcium fly ash (containing less than 10 percent analytic CaO) that has historically been classified as Class F. Alternatively, Class C fly ash is typically high in calcium (containing 15 to 35 percent CaO), being the product of the combustion of subbituminous or lignite coals (Mehta and Monteiro 1993; Dewey et al. 1996).
Mehta and Monteiro (1993) provide an excellent description of the differences
between high and low calcium fly ash. High calcium fly ash (typically ASTM C
618 Class C) is both cementitious and pozzolanic. It consists mostly of silicate
glass containing calcium, magnesium, aluminum, and alkalies, with small amounts
of crystalline material present in the form of quartz and C3A. Free
lime and periclase may also be present, as may C  and C4A3
and C4A3 ![]() if high sulfur coals were
used. The particle size distribution has 10 to 15 percent larger than 45mm
with a Blaine fineness of 300 to 400 m2/kg. Most particles are solid
spheres having diameters less than 20 mm. The particle surfaces are generally
smooth but are not as clean as that found on low calcium fly ash, possibly due
to the deposition of alkali-sulfates on the surface (Mehta and Monteiro 1993).
if high sulfur coals were
used. The particle size distribution has 10 to 15 percent larger than 45mm
with a Blaine fineness of 300 to 400 m2/kg. Most particles are solid
spheres having diameters less than 20 mm. The particle surfaces are generally
smooth but are not as clean as that found on low calcium fly ash, possibly due
to the deposition of alkali-sulfates on the surface (Mehta and Monteiro 1993).
Low calcium fly ash (typically classified as ASTM C 618 Class F) is mostly silicate glass containing aluminum, iron, and alkalis (Mehta and Monteiro 1993). Small quantities of crystalline material exist in the form of quartz, mullite, sillimanite, hematite, and magnetite. The particle size distribution is typically slightly coarser than that of the high calcium fly ashes, with 15 to 30 percent larger than 45 mm, a Blaine fineness of 200 to 300 m2/kg, and having an average diameter of 20 mm. Most of the particles are solid, but cenospheres (completely hollow, empty spheres) and plerospheres (hollow spheres packed with numerous small spheres) may be present (Mehta and Monteiro 1993).
Fly ash can be incorporated into concrete either through blending or intergrinding with portland cement and classified under ASTM C 595M as Type IP, Type P, or Type I(PM) or introduced during mixing either as an addition to the portland cement or as a partial replacement.
It is widely recognized that concrete can benefit greatly from the inclusion of fly ash, either as an addition to or replacement of portland cement. Because of its smooth spherical shape and broader size distribution than ASTM Type I portland cement, fly ash acts as a “microaggregate,” packing into spaces that would normally be left empty. This improves workability and reduces the water demand of the fresh concrete, and generally results in less bleeding and segregation and improved finishability (Kosmatka et al. 2002; Mehta and Monteiro1993).
The use of fly ash can also produce a denser, less permeable microstructure that is less susceptible to chemical attack. In addition to the physical contribution of improved particle packing, the hydration of the pozzolan will further reduce permeability by filling remaining pore space with hydration products. The pozzolanic reaction that occurs with low calcium fly ash can significantly reduce ASR by converting calcium hydroxide (CH) to calcium silicate hydrate (CSH) and chemically tying up the alkalis in the concrete (Kosmatka et al. 2002). Similarly, sulfate attack can also be reduced through the addition of low calcium fly ash. Once again, the pozzolanic reaction will combine the silica in the fly ash with CH and alkalis, reducing the potential for deleterious gypsum formation (ACI 1992).
However, the benefit offered by a specific fly ash is highly dependent on its individual characteristics. It is widely acknowledged that the current ASTM C 618 classification of coal fly ash is inadequate to describe whether the addition of a fly ash will be beneficial to the performance of concrete. Not only is specific knowledge regarding chemical and physical characteristics important, but also the fly ash’s mineralogical structure must be identified to understand its reactivity (Dewey et al. 1996). Additionally, the amount of CaO present has a significant effect on the ability of the fly ash to mitigate the initiation and progression of certain MRD such as ASR (Gress 1997). And, in some instances, sulfates and alkalis present in fly ash may actually be detrimental to concrete durability.
It is therefore necessary to carefully select fly ash for a specific concrete application and demonstrate through testing that it will have a beneficial impact on performance. Many studies have found that different volumes of similarly classified fly ashes are required to gain the same desired enhancement, and that an optimal volume for one particular fly ash may actually be detrimental to concrete durability for another fly ash.
Class C fly ashes have been particularly problematic as far as concrete durability
is concerned. Because of their higher CaO content, they do not react with CH
and alkalis to form CSH to the same degree as lower calcium Class F fly ashes.
Thus, they are widely recognized as not being as effective in controlling ASR
or sulfate attack, and in some cases, may be detrimental (ACI 1992; Kosmatka
et al. 2002; Farny and Kosmatka 1997). Also, Class C fly ashes contain more
reactive crystalline compounds such as C3A, C ![]()
![]()
Recommendations regarding the addition of fly ash to concrete to mitigate specific MRD in concrete pavements are reserved for later sections of this guideline. In general, it is evident that fly ash can be a powerful and cost-effective ally in producing durable concrete through physical and chemical modification to its microstructure. The addition of low calcium fly ash will reduce concrete permeability while converting soluble CH into less soluble, more stable CSH. It is important to demonstrate the ability of the fly ash to mitigate ASR and increase sulfate resistance through standard tests such as ASTM C 227 and C 1293 for ASR and ASTM C 1012 for sulfate resistance.
The current state of knowledge suggests that the use of Class C fly ash should be discouraged when attempting to mitigate potential MRD problems such as ASR or sulfate attack. Also, the fly ash’s contribution of sulfates, aluminum, and alkalis to the concrete must be considered. In all cases, concrete mixtures containing fly ash should be tested to ensure that adequate durability exists. In areas subjected to deicer applications, special care must be taken to ensure that a high cementitious material content and low w/cm are used. Sufficient curing time to account for the slower hydration rate of concrete containing fly ash is required prior to deicer application to prevent scaling.
Other Cementitious/Pozzolanic Materials
Two other industrial byproducts that may be added to concrete as supplemental cementitious/pozzolanic materials are GGBFS and silica fume. Each may be beneficial in preventing MRD in some situations.
Ground Granulated Blast Furnace Slag
GGBFS is a byproduct of the production of cast iron, in which the molten slag (at a temperature of 1500 oC) is rapidly chilled by quenching in water. This forms a glassy, sand-like material that is then finely ground to less than 45 mm, having a surface area of 400 to 600 m2/kg Blaine (Kosmatka et al. 2002). GGBFS is nonmetallic, consisting mostly of silicate glass containing calcium, magnesium, aluminum, and silicate with potentially small quantities of crystalline compounds of melilite present (Mehta and Monteiro 1993). This rough textured material is cementitious in nature, meaning that it possesses hydraulic cementing properties. When combined with portland cement, the NaOH or CaOH activates the GGBFS, which hydrates and sets in a manner similar to portland cement (Kosmatka et al. 2002). Specifications for GGBFS for use in concrete are provided in ASTM C 989.
GGBFS may be blended or interground with the cement and classified according to ASTM C 595M as Type IS, Type S, or Type I(SM). Alternatively, it may be added during batching as supplemental cementing materials or as a partial replacement for portland cement.
In producing durable concrete, the addition of GGBFS has had positive effects. Like fly ash, it reduces the permeability of concrete and therefore should have a beneficial effect on durability by limiting the penetration of harmful agents, decreasing the solubility of the paste, and preventing the rapid movement of pore solution within the concrete. GGBFS has been used effectively to control both ASR and external sulfate attack.
Silica fume is the byproduct of induction arc furnaces used in the silicon metal and ferrosilicon alloy industries where quartz is reduced to silicon at temperatures up to 2000 oC (Mehta and Monteiro 1993). This produces SiO vapors that oxidize and condense to minute spherical, noncrystalline silica. The particle size is roughly two orders of magnitude smaller than fly ash, having an average diameter of 0.1 mm and a surface area of 20,000 to 25,000 m2/kg, which is twice that of tobacco smoke (Kosmatka et al. 2002). It is highly pozzolanic, but its incredibly high surface area makes it difficult to handle, significantly increasing the water demand of the concrete unless water-reducing admixtures are used. Standard specifications for silica fume are provided in ASTM C 1240.
Due to its fine size, silica fume is able to pack very tightly into void spaces between cement and aggregate particles. It can thus be used to significantly reduce concrete permeability and therefore block the ingress of chlorides. For this reason, silica fume concrete has seen extensive use on bridge decks. Its highly pozzolanic nature also converts alkalis and CH into CSH, making the concrete less susceptible to chemical attack. Thus, it can be used to mitigate ASR and sulfate attack (ACI 1992; Kosmatka et al. 2002), although its effectiveness must be established through testing.
Silica fume has not been widely used in pavements because of problems encountered in handling and special concerns related to curing. It is also costly and is therefore unlikely to find widespread use in pavement applications, except under special circumstances.
A number of noncementitious admixtures can be added during proportioning or mixing to enhance the properties of freshly mixed and/or hardened concrete. Admixtures used in pavement construction in North America include air entrainers, water reducers, accelerators, retarders, corrosion inhibitors, noncementitious minerals, and ASR inhibitors. An excellent description of these various admixtures can be found in a number of sources (Kosmatka et al. 2002; Mehta and Monteiro 1993; Mindess and Young 1981). The following is a brief discussion specifically focused on the impact various admixtures have on concrete pavement durability.
Air-entraining admixtures are specified and tested under ASTM C 260 and C 233, respectively. Air-entraining admixtures are added just prior to or during concrete mixing and can be used in place of or in conjunction with air-entraining cement. The entrained air voids protect the hardened concrete against freeze-thaw damage and deicer scaling. They also improve the workability of the fresh concrete, significantly reducing segregation and bleeding.
Air-entraining admixtures function by stabilizing bubbles formed in the fresh paste during mixing. This is accomplished through surface-active agents that concentrate at the interface between air and water, reducing the surface tension so the bubbles are stable. These surface-active agents are composed of molecules that are hydrophilic (water loving) at one end and hydrophobic (water fearing) at the other. Thus they align at the interface with their hydrophilic ends in the water and the hydrophobic ends in the air (Mindess and Young 1981). Typical compounds used as air entrainers include salts of wood resins (Vinsol resins), salts of sulfonated lignin, salts of petroleum acids, alkylbenzene sulfonates, and salts of sulfonated hydrocarbons among others.
The dosage rate for air-entraining admixtures is usually very small, on the order of 0.005 to 0.05 percent active ingredients by weight of cement. Thus they are normally diluted to assist in accurate batching (Mindess and Young 1981). The amount of entrained air required to protect concrete depends on the exposure level and the nominal maximum aggregate size. Recommended air contents for freeze-thaw resistant concrete from ACI (1992) are reproduced in table III-9. Concrete pavements subject to deicer application are considered to be in severe exposure conditions.
The air content of fresh concrete can be determined using ASTM C 173 or C 231. It is noted that air content alone does not ensure the adequacy of the air-void system, but that a good correlation between air content and freeze-thaw distress exists for air entrained concrete. The complete air-void system in hardened concrete can be assessed microscopically using procedures described in ASTM C 457.
Water-Reducing Admixtures
Water-reducing admixtures are added to reduce the quantity of mixing water required to produce concrete of a given consistency. This allows for a reduction in the w/cm while maintaining a desired slump, and thus has the beneficial effect of increasing strength and reducing permeability. A reduction in water content by 5 to 10 percent is obtainable through the use of
Table III-9. Recommended air contents for freeze-thaw distress-resistant concrete (ACI 1992).
|
Nominal Maximum |
Average Air Content, Percent1 |
|
|---|---|---|
|
Moderate Exposure2 |
Severe Exposure3 |
|
|
9.5 (3/8) |
6 |
7.5 |
|
12.5 (1/2) |
5.5 |
7 |
|
19 (3/4) |
5 |
6 |
|
25 (1) |
5 |
6 |
|
37.5 (1-1/2) |
4.54 |
5.54 |
|
75 (3) |
3.54 |
4.54 |
|
150 (6) |
3 |
4 |
1 A reasonable tolerance for air content in field construction is ± 1.5 percent.
2 Outdoor exposure in a cold climate where the concrete will be only occasionally exposed to moisture prior to freezing, and where no deicing salts will be used. Examples are certain exterior walls, beams, girders, and slabs not in direct contact with soil.
3 Outdoor exposure in a cold climate where the concrete may be in almost continuous contact with moisture prior to freezing, or where deicing salts are used. Examples are pavements, bridge decks, sidewalks, and water tanks.
4 These air contents apply to the whole as for the preceding aggregate sizes. When testing these concretes, however, aggregate larger than 37.5 mm (1-1/2 in) is removed by handpicking or sieving and the air content is determined on the minus 37.5 mm (1-1/2 in) fraction of the mixture. (The field tolerance applies to this value.) From this the air content of the whole mixture is computed.
conventional water reducers that are specified under ASTM C 494 Type A. This class of water reducer typically will retard set, and accelerators are often added to offset this effect. If it is desired that the water reducer also acts as a retarder or accelerator, it can be specified under ASTM C 494 Type D and Type E, respectively. ASTM C 494 water reducers are typically composed of lignosulfates, hydroxylated carboxylic acids, or carbohydrates.
The effect of water reducers on the fresh concrete properties varies with the chemical composition of the admixture, the concrete temperature, cement composition and fineness, cement content, and the presence of other admixtures (Kosmatka et al. 2002). The effect on the air-void structure is unclear, with some sources reporting an improvement (Kosmatka et al. 2002) while others reporting possible adverse affect (Pigeon and Plateau 1995). Thus, the fresh and hardened concrete properties of mixtures containing water reducers should be thoroughly evaluated during design to determine the extent of detrimental interactions that may occur.
High range water reducers (ASTM C 494 Type F and G) can reduce water content by 12 to 30 percent, but their use is primarily restricted to applications where “flowing” concrete is desired ((Kosmatka et al. 2002). Also, the entrained air voids produced in concrete made with superplasticizers are often large, increasing the spacing factor, and on occasion instability in the air-void system may occur (Pigeon and Plateau 1995).
Accelerators
Accelerators, specified under ASTM C 494 Type C, are used to increase the rate of concrete strength development. Their use in concrete paving is generally restricted to fast track projects or cold weather construction where the rapid liberation of heat helps prevent freezing during early stages of hydration. Accelerating strength development can have negative effects on concrete durability, and thus should only be done when critical time constraints exist.
The most commonly used accelerator is calcium chloride as specified under ASTM D 98. This admixture is a very effective accelerator and is relatively inexpensive. But its use can contribute to MRD by increasing the corrosion of reinforcing steel, drying shrinkage stresses, scaling potential, potential for alkali–aggregate reactions, and susceptibility to sulfate attack. Therefore, the use of a calcium chloride as an accelerator in pavement applications is discouraged.
Other nonchloride, noncorrosive accelerators are available that contain compounds such as triethanolamine, sodium thiocyanate, calcium formate, calcium nitrite, and calcium nitrate. Their impact on concrete durability is not well documented, but it is very unlikely that durability will be improved (except for corrosion resistance for those that inhibit corrosion of embedded steel). It has been generally observed that concrete microstructure produced in rapidly setting concrete is coarser and composed of more soluble hydration products that are prone to chemical attack. It is therefore emphasized that accelerators should only be used when absolutely necessary, and that the designer/engineer understand that their use will likely have a negative impact on the long-term durability of the concrete.
Retarders, specified under ASTM C 494 Type B, are used to delay the setting time of concrete. Common compounds used as retarders are lignin, borax, sugars, tartic acids, and salts. Most retarders also act as water reducers, and may also have some air entraining properties (Kosmatka et al. 2002). As with all admixtures, it is critical that the effect of the retarder on the fresh and hardened concrete properties be investigated during the mix design stage.
Corrosion inhibitors are admixtures specifically added to concrete to inhibit the corrosion of steel. Their use in pavement construction is quite limited, as alternative methods of protecting steel (e.g., the use of high quality, low permeability concrete, adequate cover, and epoxy coatings) have been used with relatively good success. But in pavement structures containing significant amounts of steel that will be subjected to frequent chloride applications, the use of a corrosion inhibitor might be considered.
The most common corrosion inhibitor is calcium nitrite, which also acts as an accelerator. A number of studies have verified its ability to prevent corrosion by reinforcing and stabilizing the passive film that protects steel (Kosmatka et al. 2002; ACI 1992). The dosage rate varies, but usually falls in the range of 26 to 110 ml/kg cement. It is unclear what other effects the addition of calcium nitrite has on concrete durability, but it is likely to result in an increase in CH formation in the paste and higher alkali levels, which in turn may adversely affect concrete durability. Other corrosion inhibitors include compounds such as sodium nitrite, sodium benxoate, certain phospates, flousilicates, or fluoaluminates. Corrosion inhibitors are relatively expensive, increasing the cost of a concrete structure by approximately 8 percent (Mehta 1997).
Noncementitious Mineral Admixtures
A number of noncementitious mineral admixtures could be added to concrete. Pulverized limestone is one that may improve durability of pavements, having some benefit in reducing ASR. It is noted that it is not as effective as pozzolans. Typically noncementitous mineral admixtures are added to improve workability caused by lack of fines. As such, the addition of the mineral admixture for this purpose is considered a mix design issue.
Lithium compounds are the best known ASR inhibitors. Their effectiveness in preventing deleterious ASR depends on the lithium compound used, addition rate, aggregate reactivity and cement alkalinity (TRB 1999). The most effective and easiest to handle lithium compound is lithium nitrate (LiNO3). Other lithium compounds that have been investigated include lithium hydroxide (LiOH), lithium hydroxide monhydrate (LiNO3·H2O) and lithium carbonate (Li2CO3) (AASHTO 2000). When lithium hydroxide is added to concrete, it forms minimally expansive lithium-bearing ASR gel, which is generally not damaging to the concrete (Farny and Kosmatka 1997). It is noted that ASTM C 1260 cannot be used to assess the effectiveness of lithium compounds (Farny and Kosmatka 1997). The recommended use of lithium compounds for mitigation of ASR is presented in the AASHTO Guide Specifications (AASHTO 2000).
Almost any potable water that has no pronounced taste or odor can be used to make concrete. ASTM C 94 provides guidance regarding development of compressive strength and time of set as reproduced below in table III-10. It is noted that the criteria have no provision regarding long-term durability of the concrete. It is therefore recommended that if the water is of questionable quality, the chemical requirements provided in ASTM C 94 for wash water be applied. These are reproduced in table III-11. From a concrete durability perspective, alkali, chloride, and sulfate contents must be considered when selecting mixing water.
To this point, the guideline has considered the properties of the individual constituent materials of a concrete mixture. Once the materials are selected, they must be economically combined to form concrete that is workable and easy to consolidate, develops adequate strength, and has long-term durability. The PCA (Kosmatka et al. 2002) and the ACI (1991) both present acceptable methods for proportioning concrete mixtures. The discussion in the following section focuses exclusively on elements of the proportioning and mix design process that have a direct bearing on enhancing concrete durability.
The key to durable concrete is the use of high quality materials arranged in a dense, relatively impermeable matrix. The selected aggregates should be strong and not be reactive or susceptible to freeze-thaw or moisture damage within the environment in which they serve. If this condition is met, the hydrated cement paste is the weak link in the matrix, and thus the goal of proportioning aggregates is to ensure that they occupy as high a percentage of the concrete volume as possible. The hardened paste microstructure should be free of microcracking, possess
Table III-10. ASTM C 94: Acceptance criteria for questionable water supplies.
|
Limits |
Test Method |
|
|
Compressive strength, minimum percentage of control at 7 days |
90 |
ASTM C 1091 |
|---|---|---|
|
Time of set, deviation from control, hr:min. |
from 1:00 earlier to 1:30 later |
ASTM C 1911 |
1 Comparisons should be based on fixed proportions and the same volume of test water compared to control mix using city water or distilled water.
Table III-11. ASTM C 94: Optional chemical limits for wash water.
|
Prestressed concrete or concrete in bridge decks Other reinforced concrete in moist environments or containing aluminum embedments or dissimilar metals or with stay-in-place galvanized metal forms |
5003 1,0003 |
|
|---|---|---|
1 Wash water reused as mixing water in concrete can exceed the listed concentrations of chloride and sulfate if it can be shown that the concentrations calculated in the total mixing water, including mixing water on the aggregates and other sources, does not exceed the stated limits.
2 Other test methods that have been demonstrated to yield comparable results can be used.
3 For conditions allowing the use of CaCl2 accelerator as an admixture, the chloride limitation may be waived by the purchaser.
a fine pore structure with an adequate air-void system to protect it from freeze-thaw damage, and be composed of stable and relatively insoluble hydration products. Steel must be protected with adequate cover, and the concrete must be properly cured and free of drying shrinkage cracking.
Specific requirements for the selection of concrete mixture characteristics, aggregate grading, and tests for fresh and hardened concrete are discussed below.
Selection of Concrete Mixture Characteristics
The first step in the proportioning process is to select mixture characteristics consistent with the production of durable pavement concrete. The w/cm is probably the most important factor in this regard. It is recommended that the w/cm not exceed 0.45 for pavements that will experience freezing and thawing in a moist environment and will be exposed to deicer applications. In the same environment, reinforced concrete pavements should be constructed with a maximum w/cm of 0.40 unless 12.5 mm of additional concrete cover is used (ACI 1991). If external sources of sulfate are present, the recommendations presented in table III-12 should be followed (ACI 1992). When the environment is such that durability is not a controlling factor, the w/cm can be selected based on strength requirements (TRB 1999), but it is generally not recommended that a w/cm exceeding 0.50 be used in pavement concrete.
Table III-12. Recommendations for normal weight concrete subject to sulfate attack (ACI 1992).
|
Exposure |
Water Soluble Sulfate1 (SO4) in soil, percent |
Sulfate1 (SO4) in water, ppm |
Cement |
Water-cement ratio, maximum |
|---|---|---|---|---|
|
Mild |
0.00 to 0.10 |
0 to 150 |
— |
— |
|
Moderate2 |
0.10 to 0.20 |
150 to 1500 |
Type II, IP(MS), IS(MS)3 |
0.50 |
|
Severe |
0.20 to 2.00 |
1500 to 10,000 |
Type V4 |
0.45 |
|
Very severe |
Over 2.00 |
Over 10,000 |
Type V and pozzolan or slag5 |
0.45 |
In addition to the w/cm, it is sometimes recommended that a minimum cement content of 335 kg/m3 be used in environments subjected to severe freeze-thaw cycling, deicer applications, or severe sulfate exposure (Kosmatka et al. 2002). The TRB Circular entitled Durability of Concrete, indicates that the rationale for such requirements may be invalid, advocating the use of performance-based specifications instead (TRB 1999).
Commonly, a 28-day compressive strength or modulus of rupture is specified for paving concrete as a general measure of concrete quality. As addressed previously, strength at 56 days or 90 days might be considered for the production of durable pavement concrete, as it better allows for the use of fly ash and GGBFS as an addition or replacement for portland cement.
Slump requirements for slip-formed paving concrete typically fall in the range of 25 to 75 mm. Concrete consistency should be such that the mix is not difficult to consolidate and is not prone to segregation under the action of internal vibration. It also must be stiff enough that sloughing of the paving edges is not a problem. Table III-9 should be used to select an appropriate entrained-air content based on the exposure condition and the nominal maximum aggregate size.
As discussed in the Transportation Research Circular (TRB 1999), to ensure that an economical, high quality concrete mixture is obtained, the amount of cementitious material used should be minimized while maintaining the required w/cm. This can only be accomplished through a reduction in water content. Steps that can be used to achieve this outcome include the use of (TRB 1999):
The aggregate characteristics that have the largest impact on proportioning are the particle size distribution (grading) and the nature of the particles (shape, angularity, porosity, and surface texture) (Kosmatka et al. 2002). These two parameters affect both the handling of fresh concrete and the properties of hardened concrete.
Traditional grading methods presented in standard mix design procedures are based on the blending of a coarse aggregate and a fine aggregate grading as presented in ASTM C 33. Both the ACI and PCA procedures recommend that the largest practical aggregate size be used for job conditions. This will maximize economy as the increased aggregate size will minimize void space and thus minimize paste requirements. Larger size aggregates also have the benefit of increasing aggregate interlock across cracks and joints, thus improving pavement structural performance, while reducing drying shrinkage. In each design procedure, the maximum aggregate size for the coarse aggregate is selected based on the slab thickness and the spacing between reinforcing bars. For pavements, both ACI and PCA recommend that the maximum aggregate size should be less than one-third the slab thickness and three-quarters the free space between reinforcing bars or reinforcing bars and formwork. For example, a 200-mm-thick plain jointed concrete pavement (JCP) could, under these guidelines, use a maximum aggregate size up to 66 mm.
The maximum aggregate size typically used in modern pavement construction is significantly smaller than the maximum permissible under the standard mix design practices. In addition, the maximum size of the aggregate used in paving concrete has decreased in recent years, particularly in the northern midwestern States, where aggregate freeze-thaw deterioration has been a problem. For example, the Michigan Department of Transportation (MDOT) commonly uses a 19-mm maximum aggregate size in pavement concrete, whereas in the mid-1970’s it was not unusual to use 37.5- to 50-mm maximum coarse aggregate size. The movement toward smaller maximum coarse aggregate size was in response to poor freeze-thaw durability of some aggregate sources. But over time, the practice of using smaller aggregate has become standard practice for all pavement concrete regardless of the aggregate’s durability. MDOT and others are currently evaluating the use of larger aggregate mixtures to improve aggregate interlock and minimize drying shrinkage.
Using a larger maximum aggregate size is one method to increase the proportion of aggregate in the mixture. A second method is to achieve a more continuous aggregate grading than is commonly used in traditional mix design methods. Strategic Highway Research Program (SHRP) research recommended such a modification to ASTM C 33 because there is considerable variation within the packing densities of aggregate specified according to the standard (Roy et al. 1993b). These variations could lead to noticeably different packing densities for aggregate combinations having the same maximum aggregate size. Also, it was noticed that some gradations that were acceptable under ASTM C 33 produce mixes with little tolerance for aggregate proportioning during construction.
The U.S. Air Force believes that aggregate gradation has been a major factor in joint spalling, with poorly proportioned mixtures being more difficult to construct and exhibiting early distress manifestations (Muszynski and LaFrenz 1996; Muszynski et al. 1997). Consequently, they have changed their specification for grading aggregates in concrete mixtures, considering both the coarseness and workability of the gradation. Aggregate is no longer just considered to be either fine or coarse, but instead is viewed as a single combined aggregate blend. This approach is echoed in the TRB Circular on concrete durability, which states that a lack of mid-sized aggregate (around 9.5 mm size) results in concrete with high shrinkage, high water demand, and poor workability (TRB 1999). Blending of multiple aggregate sources can be used to address this problem (Shilstone 1990).
Mehta (1997) states that it is desirable from the perspective of durability to maximize the aggregate content and minimize the paste content to promote the watertightness of the concrete. It is believed that the use of the largest maximum aggregate size (considering freeze-thaw durability of the aggregate) with a continuous grading may provide an opportunity to meet these goals.
A number of standard tests are available that can be used to establish the susceptibility of concrete to certain MRDs. Unfortunately, many of these standards are designed to test only a single mix constituent, such as the cement or the aggregate. For example, ASTM C 1293 Test Method for Concrete Aggregates by Determination of Length Change of Concrete Due to Alkali-Silica Reaction is designed to only test the aggregate under consideration for ASR susceptibility, and not how the cementitious materials or other admixtures affect the outcome. Likewise, a test such as ASTM C 1012 Test Method for Length Change of Hydraulic-Cement Mortars Exposed to a Sulfate Solution will test the sulfate resistance of the cementitious material, but not in combination with the other mix components. Additionally, many of these tests do not adequately model expected field exposure conditions, and thus may not reflect actual field performance. Finally, many of the tests used to evaluate MRD are long term and are thus not ideally suited to mix design.
Even with these limitations, a few standard test methods may be useful in assessing the potential durability of pavement concrete. It is assumed that the constituent materials have been screened as described in this guideline. This is particularly important for aggregate screening, as it is used to prevent such MRD types as aggregate freeze-thaw deterioration, ASR, and ACR. It is also assumed that common tests on fresh concrete, such as slump, air content, and strength testing of hardened concrete, are conducted. When appropriate, the actual job mix formula must be used with the mix constituents including aggregate, cement, admixtures, and water. The duration of the mixing cycle in the laboratory should be consistent with that anticipated during construction.
AASHTO PTP 34-99: Proposed Standard Method of Test for Restrained Drying Shrinkage
There is a standard test method currently under review for the determination of drying shrinkage. The test, specified in AASHTO TP 34-99, helps distinguish concrete that will undergo excessive drying shrinkage, which in turn can result in cracking and loss of watertightness. In this ring test, specimens are molded in two layers surrounding a steel ring. After 24 h the outer mold is removed, exposing the concrete surface. The top and bottom faces of the concrete rings are covered with silicone rubber sealer to prevent any moisture loss other than through the circumferential area. A steel ring inside the concrete specimen restrains the concrete specimen as it tries to shrink. This restraint will develop internal tangential tensile stresses, which will cause the concrete to crack once its tensile strength is exceeded (Kraai 1985). The time to cracking and the width and length (area) of these cracks represent the concrete’s resistance to drying shrinkage cracking.
ASTM C 457: Practice for Microscopical Determination of Parameters of the Air-Void System in Hardened Concrete
This test is commonly used to assess the air-void distribution in hardened concrete. Most often used as a diagnostic test, ASTM C 457 could be applied during the mix design process to assess the adequacy of the air-void system. It can also be conducted during construction on field cores. This type of evaluation will assist in determining if interactions between the various constituents has led to changes in the anticipated air-void system. Test results could also be used as a baseline to determine if field construction is producing an air-void system consistently different than that produced in the lab. Finally, results of ASTM C 457 could be used to assess the potential of secondary ettringite formation (SEF) by monitoring the filling of voids with ettringite over time, as it provides a baseline measurement of the unfilled air-void system.
ASTM C 666: Test Method for Resistance of Concrete to Rapid Freezing and Thawing
This test has been previously described in this guideline. In the evaluation of aggregate, it is typical to make a standard mix (specified cement type, w/c, and air content) to compare aggregate performance. But it is known that the full interaction of constituent materials can not be easily anticipated, and thus freeze-thaw testing of concrete specimens made with the job mix formula and materials may be useful in identifying potential problems. Unfortunately, this is a long-term test, requiring upwards of 3 months to conduct. It therefore should be reserved for use when marginal aggregates are being considered.
ASTM C 672: Test Method for Scaling Resistance of Concrete Surfaces Exposed to Deicing Chemicals
ASTM C 672 is the most common test used to investigate the scaling potential of concrete. In this test, a CaCl2 solution (other chemical deicers may be used) is ponded on the surface of rectangular concrete specimens that are then subjected to freeze-thaw cycling. The specimens are placed in a freezer (-17.8oC) for 16 to 18 h and then manually removed to a thawing environment for 6 to 8 h. A surface layer of the water/salt solution is maintained at all times. A visual inspection is made at 5, 10, 15, 20, 25, and 50 cycles. The concrete is rated on a scale of 0 to 5 (0 is for concrete surfaces showing no sign of scaling and 5 is for a surface that is severely scaled with coarse aggregate visible over the entire surface). The subjectivity inherent in the rating scale is one problem with this test. As a result, it is becoming common for researchers to measure the mass of scaled material to gain a more objective measure of scaling resistance.
This test is most applicable when the concrete pavement will be subjected to deicer applications and supplementary cementitious materials are being used. Concrete made with fly ash and GGBFS have exhibited variable deicer scaling resistance, and therefore mixtures containing these materials should be lab tested if field experience does not exist. Control samples of mixes with known scaling resistance should also be tested, as the results of this test are qualitative.
ASTM C 1202: Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration
This test provides excellent correlation to the results obtained by AASHTO T 259, Standard Method of Test for Resistance of Concrete to Chloride Ion Penetration, for a wide variety of concrete types and qualities (Perenchio 1994). One exception is concrete made with silica fume because the active pozzolanic nature of the material makes it seem more impermeable to chloride ion penetration than it really is. Another exception is concrete made with certain admixtures that affect the electrical conductivity of the mixture, including calcium chloride or calcium nitrite. Regardless, the rapidity, ease of use, and reliability make this test very attractive when investigating not only the chloride ion permeability characteristics of concrete, but also to assess permeability in general. Table III-13 can be used to make a general assessment of the chloride ion permeability of the concrete tested using this test method (ASTM C 1202). It is noted that the assessment is not specific, but instead the chloride permeability is assigned a qualitative rating. Pavement concrete should have a qualitative permeability not greater than low, and in aggressive environments (exposure to chemical deicers, sulfates, etc.), a qualitative rating of very low or less is desirable.
Table III-13. Chloride ion penetrability based on charge passed (AASHTO T 277).
|
Charge Passed (coulombs) |
Chloride Ion Permeability |
|---|---|
|
>4,000 |
High |
|
2,000-4,000 |
Moderate |
|
1,000-2,000 |
Low |
|
100-1,000 |
Very Low |
|
<100 |
Negligible |
Although this test has been embraced by many SHAs due to its ease of use, it suffers some limitations that make it impractical when evaluating some mixtures. The three main limitations are: 1) the current passed is related to all ions in the pore solution and not just chloride ions, 2) the measurements are made before a steady-state migration is achieved, and 3) the temperature of the specimen increases due to the applied voltage (Stanish et al. 2000). The first limitation is most problematic for the assessment of concrete permeability in mixtures containing various admixtures (e.g., accelerators, etc.) that will affect the ion concentration of the pore solution.
ASTM C 642: Test Method for Specific Gravity, Absorption, and Voids in Hardened Concrete
Porosity is a measure of the proportion of the total volume of pore space in concrete irrespective of the interconnectivity of the pores (Neville 1996). Absorption tests can be used to measure porosity, but the degree of interconnectivity between the pores influences the measured absorptivity. Thus, although porosity and absorptivity are commonly correlated, there is not a direct relationship. A variety of techniques are used for determining the absorption rate of concrete. One common test is ASTM C 642, Test Method for Specific Gravity, Absorption, and Voids in Hardened Concrete, which entails drying a concrete specimen at 100 to 110oC and then immersing it in water at 21oC for at least 48 h. This type of test is commonly used as a quality control test for precast members.
As a result of shortcomings in common absorption testing procedures (e.g., ASTM C 642), there has been movement toward a type of testing known as sorptivity testing. Sorptivity testing measures the rate of absorption by capillary suction of water into the concrete (Neville 1996). Generally, it is too difficult to mathematically model this flow in all but a single direction, and thus sorptivity tests are configured to establish one directional flow into the specimen (Stanish et al. 2000). Sorptivity tests typically require that the sample be at a standard moisture content before testing is begun. The benefits of sorptivity testing are reduced time, low cost of equipment, and simplicity of procedure. The proposed ASTM standard test for sorptivity requires only a scale, a stopwatch, and a shallow pan of water (Stanish et al. 2000). One attractive feature of this approach is that the sample is conditioned for 7 days, with the temperature never exceeding 50 oC. This is important since damage to the concrete microstructure can result at the higher drying temperatures (100 oC or higher) recommended in other test methods, thus biasing the test results. Data reduction includes plotting the gain in mass per unit area over the density of water versus the square root of elapsed time, with the slope of the best-fit line being reported as sorptivity.
As mentioned, a limitation of many of the standard tests is that they are designed to test only one element of the mix design. For example, in ASTM C 1260 or C 1293, aggregate is tested under controlled, severe exposure conditions. Aggregates that pass either of these tests will likely not incur ASR in the field, but for marginal aggregate, the results are less certain. If marginal aggregates are to be used, it is recommended that low alkali cement and/or a low calcium fly ash or GGBFS be added. Unfortunately, there is no rapid standard test method available that can be used to judge the effectiveness of these admixtures, primarily due to the nature of the ASR reaction, which in some cases can take years to appear.
Efforts are under way to address this limitation. For example, the proposed AASHTO Guide Specification for ASR (AASHTO 2000) recommends using both ASTM C 1260 and C 1293, as well as ASTM C 441 (Test Method for Effectiveness of Mineral Admixtures in Preventing Excessive Expansion of Concrete Due to Alkali-Aggregate Reaction) to test the effectiveness of proposed mitigation. But for other MRD types, the implementation of new test methods is not imminent. Gress (1997) laments the fact that a rapid standard test does not exist for the evaluation of internal sulfate attack in field-proportioned concrete (although the prevalence of this distress in paving concrete has yet to be determined). Currently, test methods employed by researchers primarily focus on the expansion of the cementitious materials and can take years to complete. Considerable research is needed in this area before a standard test will be available. Until then, screening constituent materials offers the best alternative to ensure concrete durability.
Construction Considerations for Preventing MRD
Construction can have a very important impact on the occurrence of MRD. As stated, durable concrete must be relatively watertight and nonreactive. From a construction perspective, this means that it must be properly batched, mixed, consolidated, and cured under conditions that will produce little microcracking and stable hydration products. Construction practices that have a direct impact on batching, mixing, consolidation, and curing include ambient and seasonal conditions, batching, duration of the mixing cycle, method of consolidation, steel placement, finishing, and curing. The following discussion focuses exclusively on those elements of the construction sequence that have a direct bearing on concrete durability. It is assumed that the concrete is well designed and workable, and that standard concrete construction practices are being followed.
Ambient and Seasonal Conditions
Ambient and seasonal conditions can play an important role in the durability of concrete through their influence on the development of drying shrinkage cracking, excessive heat of hydration, and inadequate curing prior to deicer application. Hot-weather and cold-weather construction practice as described in Design and Control of Concrete Mixtures (Kosmatka et al. 2002) and elsewhere must be followed. It is imperative that plastic and drying shrinkage cracking be avoided to maintain the integrity of the concrete surface. This can only be accomplished if an awareness of the relationship between relative humidity, temperature, and wind exists and is acted upon by the construction team. Curing practices should be established that are flexible enough to respond to changes in climatic conditions. A tool that is available to assist in predicting early-age climatic effects is the software package HIPERPAV (McCullough and Rasmusssen 1999).
Hot ambient temperatures potentially may affect the development of MRD. In addition to increased problems with plastic and drying shrinkage cracking, air loss, and workability, it is known that relatively high concrete temperatures can occur during curing if a high cement content mix is placed in the late morning on a very hot day. Gress (1997) cites a number of studies that found pavement temperatures exceeded 45oC during curing. It is feasible that if precautions are not taken, the internal temperature of a thick slab made with a rich, Type III cement mixture placed during a hot summer day may approach 60oC, a temperature at which DEF may occur. It is therefore necessary to control the mixture temperature during paving to avoid detrimental heat build-up within the first 24 h.
Batching is obviously a very important construction factor that contributes to the durability of the concrete. If the mixture is improperly batched, either through improper addition rate or the order in which materials are added, undesirable consequences may occur. One of the most important aspects is the control of water, since it directly impacts the w/cm. The water content of the aggregates must be monitored and accounted for, and provisions must be made for the water remaining in the mixer after washing (TRC 1999). Also, the accurate batching of admixtures can be critical with respect to durability.
As speed of construction has increased, the use of shorter mixing cycles has been investigated by a number of SHAs. This shorter mixing cycle addresses the increased material demand resulting from the use of larger, more powerful pavers. Unfortunately, a decrease in the length of the mixing cycle affects the homogeneity of the resulting concrete, with balling, clumping, and sand streaking becoming more prevalent (Gress 1997). In addition, air-entraining admixtures require a certain minimum amount of mixing to disperse the air voids uniformly throughout the mixture. If this does not happen, freeze-thaw damage in the paste may occur. Thus, any shortening of the mixing cycle should be carefully investigated as it may have a detrimental impact on the durability of the concrete.
The goal of consolidation of paving concrete is the removal of entrapped air while avoiding segregation and disruption of the entrained air system. The concrete mixture properties are key to good consolidation. Assuming that a high quality, properly graded, workable mixture is used, it can be consolidated through mechanical means including both internal and external vibration. Internal vibration is applied through immersion-type vibrators typically located after the strike-off in the paver. Important factors to consider are the frequency of vibration, amplitude, and the speed of paving. Frequency is typically set between 7,000 and 12,000 vpm, although a recent study recommends fixing the frequency at 10,000 vpm (Gress 1997). This same study recommends weekly calibration checks on the vibrators, a negative (down from horizontal) vibrator slope of 30o or to one-half the pavement depth, and a fixed, uniform paver speed. Other sources state that 8,000 vpm is more typical. In any event, it is critical that the vibration is set to consolidate the concrete without segregation or disruption to the entrained air-void system (TRB 1999).
It is emphasized that under-vibration can result in poor consolidation and over-vibration may lead to segregation and the elimination of the air-void system in the immediate vicinity of the internal vibrator. It has been noted on a number of MRD affected projects that the vibrator trails are visible on the pavement surface and appear to be an initiation point for cracking, spalling, and scaling. In some instances, petrographic analysis has revealed that the air content in the path of vibration is significantly less than that between the vibrators.
When constructing concrete pavements, considerable attention must be directed to produce a mix that has consistent consolidation characteristics. Early in the construction of the project, a paving rate and vibrator frequency must be established that adequately consolidates the concrete without harmful segregation or disruption to the air-void system. If the mix is found to be harsh and difficult to place, construction should be stopped until the problem is corrected. Too often, difficulties in placement are not discovered until a pavement begins to suffer early signs of deterioration at which point little can be done.
The placement of embedded steel in concrete pavement has a direct bearing on the potential for corrosion. Steel used at joints, such as dowel and tie bars, are typically placed at mid-depth, thus concrete cover is typically not an issue. But in these applications, the joint provides a direct route for chloride ion and moisture ingress, and thus these bars must be protected with a durable coating to avoid corrosion. Epoxy is the most commonly used protective coating, although the cladding of dowels with plastic and stainless steel has also been used by some agencies.
For reinforcing steel used in jointed reinforced concrete pavement (JRCP) or in CRCP, adequate concrete cover is essential to prevent corrosion. At least 50 mm of quality concrete cover is required in environments where chloride-based deicers are used. To ensure that at least 90 to 95 percent of the reinforcing steel is adequately protected, it is recommended that a design cover of 65 mm be used. During construction, great care must be exercised to avoid areas of “high steel” that become particularly susceptible to corrosion.
In slipform paving, mechanical floating is commonly used immediately following the vibrating pan to embed large aggregate particles, correct small surface imperfections, and “close the surface.” If the entire slipform paving operation proceeded smoothly, no other finishing other than texturing may be required. But in most cases, additional finishing is needed to correct surface imperfections.
After paving, the surface is checked using a 3- to 4-m straight edge. Surface imperfections are commonly corrected using a hand-operated float. It is common that little bleed water occurs with stiff, slipformed concrete, but under certain conditions, it may be present. It is emphasized that finishing should not be conducted when bleed water is present, as there is a danger that either bleed water will become trapped beneath the concrete surface, creating a plane of weakness, or air content in the surface layer will be reduced. In either case, scaling of the surface may occur due to freeze-thaw damage, particularly if chemical deicers are used.
Finishers commonly desire to add more water to the surface to assist in the finishing operation. This tendency must be resisted as working water into the concrete surface decreases the w/cm and air content at the surface, leading to spalling and/or scaling. If the mix is difficult to work without water being added during finishing, the mixture design should be reviewed.
On occasion, a paving edge may slump, requiring correction. In this case, it should be carefully rebuilt with added concrete, working against a bulkhead placed against the slab edge. Care must be taken to avoid over-working or over-finishing the repair. Edge slumping should not be common, and if it is occurring with regularity, the entire paving operation must be evaluated.
Texturing the surface is accomplished most often through the use of a burlap drag and tining. The burlap drag must be moist, but not excessively so. Water should be carefully applied to the burlap in such quantity that there is not a trail of bubbles observed behind the drag. Following the drag, it is common to tine the surface using a tine texturing machine, imparting macrotexture to enhance surface friction.
In an ideal world, concrete would be cured in such a way that the presence of mixing water is maintained. This requires the continued application of water either through ponding, fogging, or covering the concrete with a saturated cloth such as burlap. Unfortunately, wet curing is not practical for most paving projects. Instead, the most common curing method is to minimize the loss of mixing water through the application of a membrane-forming curing compound as specified under ASTM C 309. The effectiveness of curing compounds can be assessed through ASTM C 156.
The curing compound should be applied immediately following texturing. Any delay, particularly during hot, windy conditions, can cause significant harm to the concrete resulting in plastic shrinkage cracking. Although these cracks are small and isolated to the concrete surface, they impair the watertightness, providing access for potentially deleterious compounds into the concrete structure.
Great care should be exercised in the application of curing compounds. The application must be uniform and of sufficient quantity to ensure that the surface is completely sealed. On large paving projects, power-driven spray equipment should be used. It is highly recommended that two coats be applied to ensure complete coverage (Kosmatka et al. 2002).
There are concerns that some curing compounds are not effective. SHAs are highly encouraged to test curing compounds to verify their moisture-retention properties. Water-based curing compounds should not be “watered down” during construction.
Different concrete mixtures require different lengths of curing prior to opening to traffic. This must be carefully considered when concrete mixtures containing fly ash or GGBFS are used. Temperature also has a major effect on the required length of curing, and the use of maturity concepts to determine appropriate opening times is highly encouraged.
In addition to strength gain required for load carrying capacity, newly placed concrete also requires an air-drying period of one month before it is subjected to deicer applications. Research has found that this will add to the scaling resistance of the concrete by reducing the degree of saturation.
The previous discussion focuses on elements of material selection, mix design, and construction that have a direct bearing on the formation of MRD in concrete pavements. The approach taken is the selection of inherently durable materials, combined and constructed to create concrete that is relatively impermeable and physically and chemically stable. In this section of the guideline, approaches regarding the prevention of specific MRD types are presented. A SHA that has had specific problems regarding one or more MRD types can use this section to examine what preventive strategies are available to avoid future occurrences. Also, during material screening, some of the constituents may have been found to be marginal and mitigation was recommended. In either case, the information in the following sections can be used to help avoid the occurrence of specific MRD.
Paste Freeze-Thaw Deterioration
The only practical technique available to avoid paste freeze-thaw damage in a freeze-thaw environment is to entrain air voids of the proper size and spacing in the concrete matrix. Air-entraining admixtures are specified and tested under ASTM C 260 and C 233. Added to properly proportioned and mixed concrete at established dosage rates, an adequate air-void system should be produced. But interactions with other mixture constituents can negatively affect the performance of the admixture.
The air content of fresh concrete can be determined using ASTM C 173 or C 231. Although air content is the parameter typically measured during construction, it alone does not ensure that the air-void system in the hardened paste is adequate. Loss of air during slipform paving is not uncommon. Also, the measurement of overall air content does not separate entrapped air from entrained air.
For these reasons, if a SHA has been suffering paste freeze-thaw damage, the air-void system in hardened concrete should be assessed microscopically during mix design and as part of the construction process using procedures described in ASTM C 457. This practice is currently the only accepted means to determine if the air-void system characteristics are adequate to protect the paste from freeze-thaw deterioration, and therefore is a good investment if problems with this MRD have been encountered in the past. The use of an automated air-void analysis system can significantly reduce the time and labor required to conduct this testing.
If an SHA is also concerned with aggregate freeze-thaw durability, ASTM C 666 (Method A) can be conducted on concrete beams made using the materials and mix design selected for the project. In this way, the overall freeze-thaw durability of the mixture can be assessed. Additionally, if failures occur, procedures described in the second guideline in this series, Guideline II — Laboratory Testing, Data Analysis, and Interpretation Procedures for Distressed Concrete Pavements, can be used to determine the failure mechanism.
In general, deicer scaling is not a concern for high quality PCC that has been properly constructed. Kosmatka et al. (2002) report that air-entrained concrete containing fly ash has similar freeze-thaw durability to concrete made with portland cement as the sole binder as long as the same compressive strength, air-void system, and curing are obtained. But deicer scaling is more of a concern with concrete containing supplementary cementitious/pozzolanic admixtures and therefore when using fly ash or GGBFS in concrete that will be subjected to chemical deicers, the scaling resistance should be assessed using ASTM C 672. The test should be conducted on concrete made using the actual job mix formula and materials. In general, it has been found that using a high cementitious content and a low w/cm (0.45 or less) will result in good scaling resistance (assuming proper finishing and curing).
In addition, if fly ash or GGBFS are being used, a longer than normal curing period prior to deicer application must be implemented, favoring spring/early summer construction over fall.
Aggregate Freeze-Thaw Deterioration
If aggregate freeze-thaw deterioration is a potential problem as revealed either through experience and/or the results of constituent testing described in this guideline, preventive measures must be taken. The best method of preventing aggregate freeze-thaw deterioration is to reject the use of susceptible or marginal aggregates, and use only aggregates with demonstrated good field performance and/or laboratory testing results. But this is not a practical solution in many areas where sources of nonsusceptible aggregate do not exist or where laboratory test results are not definitive.
Therefore, if a marginal aggregate source is being considered for use, it must undergo benefaction to reduce the susceptibility to this MRD as illustrated in figure III-3. To this end, three methods have been used with variable success. The first method attempts to separate susceptible aggregate from nonsusceptible aggregate using the aggregate bulk specific gravity. It has been found in some cases that aggregates having lower bulk specific gravities were less resistant to freeze-thaw deterioration. This difference could be used to separate aggregate using heavy-media separation (Schwartz 1987). With the elimination of the lighter aggregate particles, the remaining aggregates are considered to be more resistant to freeze-thaw deterioration. Although this method is workable, it is not considered to be the most effective benefaction method.
Another method to improve the freeze-thaw resistance of an aggregate source is to blend it with an aggregate source that is known to be freeze-thaw distress resistant. Blending simply dilutes susceptible aggregate with non-susceptible aggregate, increasing the overall freeze-thaw durability of the concrete. The exact percentage of blending will vary with the aggregate source. Unfortunately, this method is not considered to be very effective, as it has a tendency to simply delay the onset of damage rather than preventing it, although it may reduce the severity of the distress once it occurs (Schwartz 1987).
The third method is to reduce the maximum aggregate size below the critical size needed to cause damage. This method has become standard practice in many States and overall has been effective in reducing the incidence of aggregate freeze-thaw deterioration. The degree that the aggregate size must be reduced varies with the aggregate type. In many instances, the maximum aggregate size has been reduced to 19.5 mm, and in some cases as small as 12.5 mm. Because of the ease of applying such criteria, it has become common practice in some States to specify mixtures having small maximum aggregate size even if the aggregate is not freeze-thaw susceptible. This practice, although seemingly effective in reducing aggregate freeze-thaw deterioration, has led to a significant increase in the paste requirement for pavement concrete and has compromised the structural integrity of cracks and joints relying on aggregate interlock for load transfer.
With the desire to use the largest maximum aggregate size possible, the best approach might be to use a combination of blending and size reduction for aggregate benefaction. Aggregate sources with demonstrated susceptibility to freeze-thaw deterioration can be crushed to smaller, nonsusceptible sizes, and then blended with larger aggregate obtained from a nonsusceptible source. This will provide the best performance at minimal additional cost, as only larger size fractions need to be purchased and shipped.
Regardless of the benefaction method employed, the effectiveness must be tested in the laboratory prior to construction. It is believed that the test method must confine the aggregate in a concrete matrix, such as in ASTM C 666 (Method A) and ASTM C 671. Either test requires expensive equipment and considerable time. But these tests can be used to establish the aggregate freeze-thaw resistance in advance of construction, and the results correlated with a more rapid test such as ASTM C 295 to monitor consistency of the aggregate source.
Alternative Text for Figure III-2
Figure III-3. Benefaction techniques for mitigation of aggregate
freeze-thaw deterioration.
In areas with known ASR problems or if testing of the aggregate in accordance with this guideline indicates that ASR potential exists, measures should be exercised to prevent ASR in the field. Two methods have recently been put forward to address ASR problems. The proposed Canadian standard, as described by Fournier et al. (1999), considers not only the degree of aggregate reactivity, but also the environment in which it will serve, the level of risk, and the design life of the structure to determine a desired level of prevention. Five different levels of prevention are considered, ranging from “Nothing Special” to “Exceptional Preventative Action Required.” Preventative measures range from accepting the aggregate in the case of a “Nothing Special” prevention level to rejecting the aggregate, limiting the total alkalis in the mixture, or using supplementary cementitious materials in the other cases. There is no testing of the mixture specified to verify the effectiveness of the mitigation.
The Proposed AASHTO Guide Specifications (AASHTO 2000) advance a slightly different approach, in which an ASR-susceptible aggregate is either rejected or mitigated. Mitigation is absolute in the sense that mixture proportions must be altered until the prevention criteria are met. There is no consideration for level of prevention required (based on risk level and design life). Instead the proposed standard adopts a “zero-tolerance” approach for deleterious ASR, regardless of the pavement’s location or level of service. Thus, concrete used in a local road in a desert would have to meet the same prevention criteria as that going into a multilane, urban interstate in a wet-freeze climate. The mitigation techniques considered include the use of low alkali or blended cements, the use of supplementary cementitious materials, or lithium admixtures.
Regardless of the approach used, a variety of mitigation techniques are available. One obvious method is to reject the aggregate source in favor of aggregate not containing reactive silica. This is particularly true if the aggregate is found to be highly reactive, in which case mitigation methods may not be effective. One method to consider in such a case is to blend the aggregate containing highly reactive silica with non-reactive aggregate, effectively reducing the total amount of reactive silica in the concrete. Limestone “sweetening,” for example, entails replacement of up to 30 percent of reactive fine aggregate with crushed limestone, effectively reducing deterioration is some sand-gravel mixes (Farny and Kosmatka 1997). But in some cases, reducing the amount of reactive silica can actually make ASR more severe as the remaining reactive silica reacts more thoroughly with the available alkalis (ACI 1998). Other mitigation techniques can be employed in combination with blending if the potentially deleterious aggregate supply must be used for practical reasons. Other methods of aggregate benefaction include selective quarrying, heavy media separation, washing and scrubbing, and chemical treatment, all of which may have applicability in some cases (ACI 1998).
A very common approach to mitigation of ASR is to reduce the available alkalis in the pore solution. The largest contributor of alkalis is portland cement, although pozzolans, slag, mixing water, some chemical admixtures, and some aggregates can potentially contribute alkalis as well (ACI 1998). Typically, the use of low alkali cement is considered effective in reducing the total alkalis in the mixture. ACI (1992) notes that low alkali cement (maximum of 0.60 percent equivalent Na2O) should be specified if ASR potential exists. This is emphasized by Stark (1994) who states that the higher the alkali content of the cement, the greater the expansion due to reactivity. But Stark (1994) also mentions that simply specifying a cement with an equivalent alkali content less than 0.60 percent is not in itself sufficient to guarantee that expansive ASR will not occur when highly reactive aggregate is present in sufficient quantity. Further, if the cement content is high, even low alkali cement will contribute significant total alkalis to the mixture.
As mentioned, the cement is only one potential source of alkali in the concrete. Other potential sources include chemical admixtures, pozzolans, slag, aggregate, and mixing water, and the contribution of all of these must be summed with that from the cement to determine the total alkali content of the mix (Gress 1997). Gress (1997) cites studies from Germany and Canada that report great success in controlling ASR by limiting the total alkali content in the mix to 3.0 kg/m3 Na2O equivalent. In the proposed Canadian standard (Fournier et al. 1999), the total alkalis are limited to a maximum of 3.0 kg/m3 Na2O equivalent for mild prevention to 2.2 kg/m3 and 1.7 kg/m3 Na2O equivalent for moderate to strong preventative action, respectively. Gress (1997) further states that in areas with high ambient temperatures and highly reactive aggregate, such as in many southwestern States, that in addition to limiting alkalis, the use of other mitigation techniques may be necessary. These include (Gress 1997):
Blended hydraulic cements must conform to ASTM C 595 or ASTM C 1157 to control ASR. It has been reported that blended hydraulic cements may be very effective in controlling expansion due to ASR due to better fineness and dispersion that occurs as a result of intergrinding (ACI 1998). If raw or calcined natural pozzolans are being used, ASTM C 618 must be met. Recommendation regarding the use of supplementary cementitious materials, including fly ash, GGBFS, and silica fume can be found in both the proposed AASHTO Guide Specifications (AASHTO 2000) and the proposed Canadian standards (Fournier et al. 1999), as well as in the ACI State-of-the-Art Report on Alkali-Aggregate Reactivity (ACI 1998). In general, Class F fly ash has been found to be more effective in mitigating ASR than Class C fly ash, requiring 15 to 30 percent, by mass, of cementitious material compared to greater than 30 percent, by mass, of cementitious material, respectively (ACI 1998). Additionally, the alkali content of the fly ash must be controlled, and it has been found that Class C fly ash may release a larger portion of their total alkalis into the concrete (Lee 1989).
Another mitigation technique that is showing increasing promise is the use of lithium-based additives. As discussed, a number of lithium compounds are available for mitigation, with their effectiveness dependent on the compound used, addition rate, aggregate reactivity, and cement alkalinity (TRB 1999). The proposed AASHTO Guide Specification (AASHTO 2000) provides considerable information on the use of various lithium compounds and recommended addition rates.
Regardless of the approach being used to mitigate ASR, it is desirable to test the reactivity of the mixture with all the constituent materials combined according to the job mix formula. In the proposed AASHTO Guide Specifications, it is suggested that ASTM C 441, ASTM C 1260, and ASTM C 1293 be used to test mixtures containing all the constituent materials proportioned according to the job mix formula to verify mitigation. For each test, expansion criteria are set along with limitations. For example, the expansion limit using ASTM C 1260 is 0.08 percent for metamorphic aggregates and 0.10 for all other aggregates, yet the test cannot be used to evaluate the effectiveness of treatment with a lithium compound.
Unfortunately, accelerated tests as documented in the ASTM standards depend either on using a highly reactive aggregate or a highly alkali environment to shorten the time frame for analysis. For example, ASTM C 441 is commonly used to assess the effectiveness of mineral admixtures or slag in reducing expansion due to ASR, but it does not use the aggregate under consideration (pyrex glass aggregate is used). Farny and Kosmatka (1997) recommend using ASTM C 1260 to determine if fly ash or GGBFS are effective in reducing the ASR, but they note that this test cannot be used to judge the effectiveness of reducing total alkalinity or adding lithium compounds to the mixture. In addition, it is noted that the mechanism responsible for the reduction in expansion that occurs in either ASTM C 441 or C 1260 when used to test the effectiveness of GGBFS and/or a pozzolan might not be the same as would occur in the field. This is because the test duration of 14 days is too short for the slag and/or pozzolan to fully react (ACI 1998). In the Canadian standards, it is recommended that a 2-year test be run in accordance with ASTM C 1293 to assess the ability of slag and/or pozzolans to mitigate ASR. Research continues to establish correlation between laboratory tests and field performance.
Until correlation between laboratory tests and field performance is established, the best strategy might be to use local experience to develop mitigation strategies that are known to work. This is the approach taken in the proposed Canadian standards, where testing of the combined constituent materials is not done. The approach instead depends on testing aggregates to establish the degree of reactivity, preferably using ASTM C 1293, although ASTM C 1260 results can also be used. Once the degree of reactivity is established, the level of risk can be assigned to determine the level of prevention needed. Preventive measures are then applied accordingly, with no additional testing.
In closing, research into ways to mitigate ASR is continuing. Two new approaches have been recently proposed for mitigating ASR if reactive aggregates will be used. The mitigation techniques focus on limiting total alkalis in the mix, using supplementary cementitious materials, or adding lithium compounds. Other methods are also available, including aggregate benefaction. An SHA confronted with an ASR problem should consult the most recent research findings to assist in preventing ASR in future pavement construction.
The surest way to prevent ACR is to screen aggregates prior to use in accordance with the previously described recommendations, rejecting those that are potentially susceptible to ACR. If potentially reactive aggregate must be used, it is possible to blend it with non-reactive aggregate to limit the potential for deleterious ACR. Farny and Kosmatka (1997) recommend that the reactive aggregate should be limited to 20 percent by volume if either the coarse aggregate or the fine aggregate is reactive. If both the coarse and the fine aggregate are reactive, then only 15 percent by volume of the aggregate used should be reactive. The maximum size of the aggregate also affects its reactivity. The larger the maximum size of the aggregate, the greater the potential that it is reactive, therefore the smallest feasible size of reactive aggregate should be used (ACI 1998).
>The use of low alkali cements is far less effective in controlling ACR than ASR. Alkalies are regenerated through the alkali–carbonate reactions, and even cement alkali content as low as 0.40 percent can still lead to initiation of this distress (Farny and Kosmatka 1997). This is in contrast to literature cited in ACI 201.2R-26 (1992), which suggests that the use of low alkali cement will prevent harmful expansion in most cases. The most important cement parameter to consider when potential ACR susceptibility exists is to minimize the total alkali content per unit volume of concrete, and not focus exclusively on the alkali content of the cement (Ozol 1994).
Pozzolans are also not effective in controlling ACR. However, preliminary evidence suggests that lithium-based admixtures appear to control ACR although little research has been performed to support this finding. Thus the only method currently available to prevent ACR is to eliminate or significantly reduce the amount of reactive aggregate.
The need for high quality, impermeable concrete is a prerequisite for concrete resistance to external sulfate attack. Concrete with a low w/cm and high cement factor is consistently recommended, as it will have lower permeability and thus limit the amount of sulfate ions that can diffuse into the concrete to attack it. This requires good workmanship, curing, and a relatively rich mix with a low w/cm. It is thought that air entrainment is beneficial only in that it makes the concrete more workable, so the w/cm ratio can be reduced.
Leek (1995) gives recommendations for general chemical attack resistance. He recommends that minimizing voids and cracks, ensuring a good bond between aggregate and cementitious paste, minimizing porosity of the paste, and minimizing the paste fraction of the concrete can all improve resistance to chemical attack through decreased permeability. This approach is also advocated by ACI (1992), which reports that good sulfate resistance can only be ensured by reducing the permeability of the concrete through a low w/cm and good curing practices.
style='tab-stops:67.5pt center 3.0in right 6.0in'>Many researchers have found a link between cement properties and resistance to external sulfate attack. ACI (1992) makes specific recommendations regarding not only the selection of the w/cm, but also the type of cement to be used in an aggressive sulfate environment. These recommendations were previously presented in table III-12. In moderate to severe exposure levels, a Type II or V cement is required. Cement low in tricalcium aluminate (C3A) should be used if sulfate attack is anticipated, and some researchers state that the aluminoferrite phase (C4AF) of portland cement should also be limited. For this reason, the Type V cement has a maximum calculated C3A content of 5 percent and a combined C4AF + 2C3A content that does not exceed 25 percent.
DePuy (1994) reports that using a cement low in C3A will generally decrease sulfate attack susceptibility, but exceptions exist where low C3A cements show poor resistance to sulfate attack while some cements high in C3A were observed to have good sulfate resistance. He recommends that performance testing using ASTM C 452 and C 1012 should be considered to examine the sulfate resistance of portland cements and combinations of cements and pozzolans/slag, respectively. In ASTM C 452, mortar bars are made with portland cement and gypsum in such proportions that the SO3 content is 7 percent by mass. After mixing and casting, the mortar bars are cured under very controlled conditions. The initial length measurement is made at 24 hours, and the specimen is then water cured at 23 oC. A second measurement is made at 14 days, and the change in length is reported. The test can be extended for longer periods of time. The maximum allowable expansion for an ASTM C 150 Type V cement is 0.040 percent at 14 days.
In ASTM C 1012, mortar bars are prepared and immersed in a sulfate solution, and the resulting expansion measured. The cementitious material used can be portland cement, or blends of portland cement and fly ash or slags, or blended hydraulic cements. The mortar bars are immersed in the sulfate solution after attaining a compressive strength of 20 MPa. A standard exposure solution containing Na2SO4 can be used, or another sulfate solution simulating anticipated field conditions might be substituted. Length measurements are made at 1, 2, 3, 4, 8, 13, and 15 weeks, and at selected intervals thereafter depending on the observed rate of length change. The allowable expansion at 180 days is 0.10 percent for ASTM C 595M Type IS (MS), IP(MS), IS-A(MS), and IS-A(MS) cements.
For very severe exposure, a Type V with added pozzolan or slag having a demonstrated ability to improve sulfate resistance must be used. Slag and pozzolans have a beneficial effect by reducing the permeability of the paste and by minimizing the amount of CH present. The amount of CH in the cement paste contributes to sulfate resistance as it is involved in gypsum corrosion. For this reason, pozzolans are effective in improving resistance to sulfate attack in severe sulfate environments where Type V cement alone may not give adequate protection. In these conditions, it is recommended that a Type VP or VS cement be considered. Supersulfated slag cements, if available, are also an option.
Class F fly ash is generally found to be beneficial to sulfate resistance, whereas Class C fly ash may actually be detrimental. For these reasons, only high quality, Class F fly ash should be considered for use in improving sulfate resistance of concrete. It is thought that fly ash meeting ASTM C 618 and having less than 10 percent bulk CaO can be used to improve sulfate resistance. Fly ash containing 10 to 25 percent CaO should be tested with the actual materials to be used in the concrete.
The replacement of portland cement with GGBFS also has beneficial effects toward sulfate resistance through the reduction of the C3A content incurred by reducing the amount of portland cement in the concrete. It also reduces soluble CH in the formation of CSH, altering the environment required for the formation of ettringite. CSH also forms in pore spaces normally occupied by alkalies and calcium hydroxide, reducing the permeability of the paste.
The sulfate resistance of concrete is decreased through the addition of calcium chloride, which is a common accelerating admixture. It therefore should not be added to concrete subjected to severe or very severe sulfate exposure conditions (ACI 1992).
Due to variability in the effectiveness of various techniques to improve sulfate resistance, it is important that specific combinations of the cement and pozzolan be tested to verify sulfate resistance. When using pozzolans or GGBFS with Type V cement, the combination to be used should be tested with an accelerated testing procedure. This is because the low alkali content of Type V cements may not activate the pozzolanic ingredients in the blended cements (ACI 1992). ASTM C 1012 can be used to assess the sulfate resistance of blended cements or cement-pozzolan mixtures.
Unfortunately, assessing the sulfate resistance of concrete is difficult. There is currently no standard ASTM test for assessing the sulfate resistance of specified concrete made using the selected constituent materials and job mix formula. ASTM C 452 evaluates only the sulfate resistance of portland cement and not that of the concrete. ASTM C 1012 is the most commonly recommended test to assess the sulfate resistance of portland cement, blends of portland cement with slags and fly ash, or blended hydraulic cements. Six-month expansion limits of 0.10 and 0.05 percent roughly translate to moderate sulfate resistance and high sulfate resistance, respectively. But it too only tests the resistance of the cementitious materials and not the concrete. Modifications to the standard test methods could be made so that the job specific concrete is tested. This would be particularly useful as mix parameters are considered to be at least as influential as cement chemistry in the sulfate resistance of concrete.
It is uncertain to what degree internal sulfate attack affects pavements and, as a result, it is difficult to make specific recommendations to prevent it. But in light of some well-known premature pavement failures that have occurred in recent years, it seems prudent to consider internal sulfate attack as a potential problem in pavements. Prevention must focus on the evaluation of the concentration and chemical form of sulfur within constituent materials (cement, aggregate, and admixtures). Concrete permeability may also have an influence as a reflection of the ease of transport for various species within the concrete matrix. And avoiding excessively high curing temperatures is also necessary.
For internal sulfate attack, the composition of the cement is potentially an important factor. Sulfate-related deterioration in concrete is generally related to the C3A content of the cement, with more deterioration typically occurring with higher C3A content. Cement with a C3A content of less than 5 percent is typically considered to be sulfate resistant. Type II and III cements containing less than 8 percent C3A have moderate sulfate resistance. Type V cements with less than 5 percent C3A and less than 25 percent [C4AF +2(C3A)] or [C4AF + C2F] and Type III cements with less than 5 percent C3A have high sulfate resistance (ACI 1992).
Gress (1997) believes that limiting the sulfate content of cement is an extremely important step in preventing potential delayed ettringite formation (DEF). To control DEF, he recommends that a maximum sulfate content for cement and cementitious materials be limited to no more than 3 percent, although he admits that this alone may be insufficient to eliminate deleterious DEF. It is desirable to control the C3A content as well, but a set limit is not practical due to an incomplete understanding of the DEF mechanism at this time. Suggested criteria of limiting the C3A/SO3 ratio to less than 2.0 to 2.5 is problematic, as it would eliminate a significant number of currently available cements. As a result, Gress concedes that it is impossible at this time to recommend a cement specification to prevent DEF.
The Duggan Test has been proposed as a test method that provides a “rapid measure of the potential for chemical expansion in concrete”[American Railway Engineering Association (AREA) 1996]. Expansion can be due to alkali–aggregate reactivity, internal sulfate attack, or other potentially deleterious reactions. In this test, 25-mm-diameter concrete cores that are 51 mm in length are subjected to prescribed wetting and dry heat cycles for 10 days. Expansion is routinely measured following the final dry heat conditioning as the specimens soak in distilled water for a period for 3 weeks. Expansion should not exceed 0.15 percent at day 20 according to AREA specifications for concrete railroad ties. Others have suggested that, if the expansion exceeds 0.05 percent after the 20 days of water immersion, additional information be gathered to determine if a deleterious chemical reaction is implicated.
ASTM C 1038, Expansion of Portland Cement Mortar Bars Stored in Water, has been used to investigate the expansion of concrete resulting from calcium sulfate (gypsum) in the cement. It is applicable to the study of a specific portland cement and thus cannot be used to consider the influence of aggregate or admixtures. An expansion limit of 0.20 percent at 14 days of water immersion is used in Canadian standards document CAN 3-A5-M83. Expansion is directly related to the amount of calcium sulfate present in the cement and thus the impact of other sources of sulfate, such as slowly soluble chemical forms of sulfur, would not be evaluated. It is thus not thought to be a reliable indicator of DEF potential. Gress (1997) suggests that a new test method needs to be developed where heat cured mortar bars are made with the proposed constituent materials and length changes are measured over time.
The effect of fly ash or GGBFS on the occurrence of DEF is unknown. On the one hand, as discussed previously, pozzolans can increase concrete resistance to sulfate attack. But fly ash and GGBFS may also provide forms of sulfur that may lead to the adverse reaction. Gress (1997) examined the possible role that fly ash may have had in premature pavement deterioration, calling for a suspension of the use of combinations of portland cement and Class C fly ash that have demonstrated early distress unless they can be proven acceptable by additional testing. In addition to identifying Type C fly ash as a possible source of slowly soluble sulfur, Gress also focuses attention on the solubility of the aluminate phases in the fly ash, stating that slowly soluble Al2O3 may become encapsulated within the CSH gel before going into solution. If this occurred, it is speculated that it may react at a later date. He concludes that a study is urgently needed to examine the roles of SO3 and Al2O3 found in some fly ash in the development of DEF in concrete.
Another potential source of slowly soluble sulfate is the aggregate. Sulfates having very low solubility in water, such as barium and lead sulfate (which are common in some aggregates) are relatively harmless. But some aggregates may contain moderately soluble sources of sulfate that may be problematic. For instance, work published by Peterson et al. (1999) found that calcium sulfide in slag coarse aggregate was soluble at pH levels common in concrete. A petrographic analysis of the aggregate, in accordance with ASTM C 295, should be used to identify potentially problematic sources of aggregate sulfates.
Aside from the properties of the constituent materials, the overall quality of the concrete may also affect its susceptibility to internal sulfate attack. Thus, recommendations made in these guidelines for the selection of quality materials, the design of a relatively impermeable mix, and the use of proper construction methods should help reduce the potential for internal sulfate attack. Specifically, using mixes with higher aggregate content and reduced heat of hydration while following recommended hot weather concrete placement practices should have a positive impact on the mitigation of internal sulfate attack of the concrete.
In summary, it is currently unclear what is the best approach to prevent internal sulfate attack because the distress is not well understood in pavement concrete. It is thought that factors that contribute to external sulfate resistance will also contribute to the prevention of internal sulfate attack, most notably the use of low alumina cements, low calcium pozzolans, and low permeability concrete. Specific to internal sulfate attack is the desire to restrict internal sources of sulfur from cement, aggregate, and admixtures, particularly slowly soluble forms of sulfur. High ambient temperatures during construction also seem to be implicated, especially if a high early strength, high heat of hydration concrete mixture is being used.
Chapter 3 in ACI 222R provides an excellent description of how to protect new concrete construction against corrosion. For pavement construction, the use of protective coatings on load transfer devices and adequate cover over reinforcing steel should be all that is required if high quality concrete is properly constructed.
The permeability of the concrete to chloride ion penetration is an important factor in determining whether the cover is adequate. This can be measured in the laboratory using ASTM C 1202 (AASHTO T 277) Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. This test, discussed previously in this guideline, has excellent correlation to the results obtained by AASHTO T 259 for a wide variety of concrete types and qualities (except for concrete made with silica fume). The rapidity, ease of use, and reliability make this test very attractive when investigating the chloride ion permeability characteristics of concrete. Table III-13 can be used to make a general assessment of the chloride ion permeability of the concrete tested using this test method (ASTM C 1202). Because of its usefulness, it is recommended that this test be routinely conducted during mix design as a tool to assess concrete permeability, as long as its limitations are recognized, especially when certain admixtures are used.
Even the most impermeable concrete can become permeable if cracking occurs. Thus sound design practices should be used to minimize cracking and to keep cracks that form in reinforced pavements tight, minimizing the infiltration of deleterious agents. Construction practices should be used that prevent plastic shrinkage cracking of the pavement surface through the application of an approved curing compound at the appropriate time. This is most important during dry, windy days when the evaporation of bleed water can be quite rapid. Poor concrete consolidation must also be avoided through the design of a workable mix and care in selecting the appropriate depth, spacing, and operating frequency for internal vibrators.
In rare cases, it may be determined that an existing concrete pavement is at risk of suffering widespread corrosion before active corrosion has actually taken place. For example, a pachometer survey conducted soon after construction may reveal that the steel was improperly placed and adequate cover does not exist. In such a case, an agency may want to take preemptive measures to prevent the future occurrence of corrosion. Various coatings and sealers are available that will prevent or slow down the penetration of water and salts into concrete. Silanes in particular have been found to be very effective.
Concrete cover cannot protect dowels and tie bars because the joint interface allows for the inflow of chlorides, moisture, and oxygen. It is therefore common practice to protect dowels and tie bars from corrosion using a protective barrier coating such as fusion bonded epoxy. The long-term effectiveness of epoxy coating of embedded steel is currently under intense study although many cite its use as an excellent preventive strategy. Some States have investigated the use of plastic coatings and stainless steel cladding as alternative coatings for dowel bars.
This section of the guideline has included information regarding the selection of materials, mixture design, and construction practices to help prevent the occurrence of MRD in concrete pavements. Due to the complexity of the deterioration mechanisms, and to some degree the lack of accurate data from inservice concrete pavements, there is some uncertainty regarding the prevention of many MRD types. SHAs are therefore encouraged to maintain detailed records of newly constructed concrete pavements to assist in studying the effectiveness of various preventive measures. ACI 126.1R, Guide to a Recommended Format for the Identification of Concrete in a Materials Property Database (ACI 1997) provides a recommended format for use in computerization of concrete materials property data for entry into a database. This detailed guide provides the required forms and examples of how to complete them. SHAs are highly encouraged to collect such data, as the use of a standardized data collection format by all SHAs will provide a unique opportunity for researchers to examine MRD occurrences over a wide geographical area. This will assist in answering some of the unknowns that currently exist in the understanding of deterioration mechanisms, ultimately leading to improvements in concrete pavement performance.
This third and final guideline in the series described treatment, rehabilitation, and prevention strategies to address MRD in concrete pavements. Although a number of treatment and rehabilitation strategies are available, few can actually address the cause of deleterious MRD once it is under way. Most of the treatment strategies will simply delay the need for major rehabilitation, which commonly includes either the fracturing of the distress pavement slabs or overlaying or complete reconstruction. Thus, prevention is the most effective approach to address MRD through the selection of durable materials, proper proportioning and testing, and the application of sound construction techniques.

