Durability of Segmental Retaining Wall Blocks: Final Report
CHAPTER 5: CONCLUSIONS AND RECOMMENDATIONS FOR FUTURE WORK
5.1 INTRODUCTION
This chapter presents overall conclusions from this FHWA-funded research project. It also draws, in a much more limited fashion, from some of the key findings from parallel research conducted on a NCMA-funded project. The key findings are presented and grouped in the following categories:
- Field Performance and Durability of SRW Blocks.
- SRW Material Characterization and Sampling.
- Frost Durability of SRW Units.
- General Freeze-Thaw Testing and Processes.
- ASTM C 1262 (2003) Test Method.
After presenting the main conclusions under each of the above categories, recommendations are presented for future research on the topic of frost resistance of SRW blocks. Lastly, to assist in the implementation of the key project findings into practice, a newly annotated version of the ASTM C 1262 (2003) test method is included (as appendix A), which captures the findings from this research work into recommended amendments to the standard.
5.2 Conclusions—Field Performance and Durability of SRW Blocks
The following conclusions can be drawn from the field evaluations of SRW blocks with regard to resistance to freeze-thaw cycles and deicing salts:
- Based on general evaluations of SRWs in various cold-weather regions in the United States and based on detailed evaluations of SRWs in Minnesota and Wisconsin, most SRWs have performed well, with little signs of frost damage or salt distress.
- However, there are some cases where durability-related problems with SRWs are quite severe. These field evaluations clearly show that exposure to both moisture (e.g., rain or snow) and salts is a prerequisite to damage, strongly suggesting that any attempt to assess durability in the laboratory should include saline solutions as part of the testing regime.
5.3 Conclusions—SRW Material Characterization and Sampling
The following conclusions can be offered with respect to material properties of SRW mixes evaluated:
- Material properties follow systematic spatial variations over an SRW unit. The existence of these spatial variations was evident for different grades of SRW units manufactured at different block plants. While standard properties such as compressive strength, absorption and density measured for these units complied with ASTM C 1372 (2003) standard specifications for SRW units, the choice of sampling location within a unit can lead to misinterpretations on material uniformity (or variability). This type of spatial variability of properties in an SRW unit comprises within-unit variability, and chapter 3 discussed in detail the implications of this form of variability, and recommendations were provided on how to sample specimens from a unit. Between-unit variation should be a topic for future research, and this will be discussed in more detail in the Recommendations section.
- A stratified random sampling approach for extracting specimens from SRW units yields lower variability than simple random sampling approach. In stratified random sampling, specimen sampling is carried out in a more systematic manner reflecting the expected distribution of properties over an SRW unit. For the units investigated in this study, variations in properties were observed along the casting direction of the units. The simplest form of stratified random sampling for a three-specimen test set thus consists of sampling a specimen from each of the three layers along the height of the unit and averaging the test results. Other size test sets consisting of two or five specimens can also be selected under stratified random sampling, but the computation of average value of the measured property for the test set needs to be adjusted accordingly (Chan et al., 2005b).
- Split face delaminations are not likely related to durability of SRW units but can affect assessment of SRW units.
- SRW unit paste content (volume fraction) and compaction void content (volume fraction) are inversely related to one another. For all SRW mixes investigated in this research, their paste and compaction void contents as determined based on ASTM C 457 (2004) microscopy methods exhibited an inverse relationship. Mixes with higher paste content displayed lower compaction void contents and vice versa, as shown in figure 219. In almost all these mixes, total aggregate content was less than 70 percent. It is interesting to tie this observation with reported literature on dry-mixed concrete performance and durability (chapter 2). While on the one hand, there are conflicting reports on the role of compaction voids on freeze-thaw durability of dry concretes, there is consistency and agreement on the necessity of minimum paste contents to achieve frost durable mixes. As will be shown below, above minimum paste content, frost-durable mixes can be achieved despite the presence of compaction voids.
Figure 219. Graph. Compaction void content versus paste content for all SRW mixes evaluated.
5.4 Conclusions—Frost Durability of SRW Units
The conclusions in this section pertain specifically to the durability of SRW units, as determined from test results and observations gathered in the course of the FHWA project.
- Saline conditions exacerbate freeze-thaw damage. ASTM C 1262 (2003) tests conducted on SRW units in both water and 3 percent NaCl solution conclusively prove the increased damage induced by the presence of salts in solution. The only exception to this trend was a particular SRW mix whose performance was best among all mixes evaluated (mass loss less < 0.2 percent after 100 cycles in water and < 0.3 percent after 100 cycles in saline). Aside from this particular mix, saline accelerated damage by reducing the number of cycles to reach a certain mass loss (e.g., 1 percent) by up to eight times compared to water. This is shown by an example in figures 220, 221, and 222 where it is seen that wall units in water required about 90 cycles to reach 0.5 percent mass loss compared to about 13 cycles in saline solution, while cap units in water required about 20 to 40 cycles to reach 1 percent mass loss compared to less than 10 cycles in saline solution. Moreover, while damage in water consisted primarily of surface scaling, damage in saline solution comprises internal cracking and complete degradation of the specimens (figures 221 and 222). In a separate study evaluating the relative frost damage caused by different types of deicing salts (Chan et al., 2006b), it was concluded that the number of cycles required to reach 1 percent mass loss decreased with increasing freeze point depression of the solution. As expected then, specimens tested in plain water (zero freeze-point depression) exhibited the least damage and those tested in 3 percent NaCl solution which had the highest freeze point depression (1.8 °C (3.2 °F)) of all salts investigated exhibited fastest damage. This research did not have the opportunity to explore in detail mechanisms causative of accelerated damage under saline conditions. Chapters 2 and 4 discuss possible mechanisms including osmotic pressures due to concentration changes as well as "brine entrapment." These suspected mechanisms are based on studies performed at Cornell on ice formation quantities and rates and changes in concentration of salt in solution together with data from the literature.
Figure 220. Graph. Mass loss versus cycles.
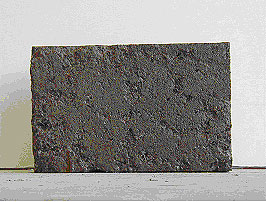
Figure 221. Photo. Comparison of water versus saline tests on wall unit after 100 cycles in water.
Specimens were from a single manufacturer.
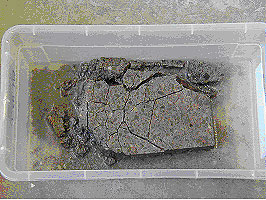
Figure 222. Photo. Comparison of water versus saline test on wall unit after 60 cycles in saline.
Specimens were from a single manufacturer.
- Paste volume fraction (paste content) in the mix is critical for frost durability.
While this conclusion has been reached by several other researchers (see chapter 2), independent studies carried out under the FHWA project also point toward this same result. Using laboratory-made mixes, Hance (2005) deduced that critical paste content existed in the range of 16 to 18 percent. As pointed out in chapter 4, ASTM C 1262 (2003) freeze-thaw mass loss follows a 2nd order behavior of the following form:
Mass loss, percent = a x cycles2 Equation 14
where a = mass loss prediction constant which depends on material and test conditions (specimen size, container size, and freezer)
For the mixes tested by Hance (2005), the dependence of "a" on paste content is shown in figure 223. The increased sensitivity of "a" to paste content at paste contents below about 16 percent is evident from this figure.
Figure 223. Graph. Dependence of mass loss prediction constant "a" on paste content (Hance, 2005).
Using data from freeze-thaw tests and material property measurements on SRW units from various manufacturers, Chan et al. (2005d) determined that paste content (of all material characteristics evaluated) correlated best to freeze-thaw durability. Paste content of at least 19 percent characterized mixtures whose mass loss did not exceed about 1.5 percent after 100 cycles in water. The concept of critical paste content can be further discerned from figure 219 which shows the region of DOT units (i.e., units compliant with DOT freeze-thaw specifications) as well as the region of non-DOT units (i.e., units that do not necessarily meet DOT specifications). An overlap between these two zones at paste contents of about 16 to 18 percent is shown. Thus, mixes with excellent freeze-thaw durability (DOT mixes in this case) required at least this amount of paste (16 to 18 percent). The graph in figure 219 also indicates that the presence of 10 to 15 percent compaction voids is not entirely detrimental to the frost durability of SRW mixes.
- One aim of the FHWA study was to evaluate a number of material characteristics for their potential as frost durability indices. This was accomplished by assessing the correlation between various material characteristics and freeze-thaw mass loss. Of all parameters considered, paste content, total air and compaction void content and paste-to-total air and compaction void ratio were found to correlate best to frost resistance. Threshold values were identified as values of the material characteristics above or below which the probability of mass loss exceeding about 1.3 percent after 100 cycles in water increased. An example is shown in figure 224 for paste-to-total air and compaction void ratio. For the parameters listed above, threshold values for the mixes investigated in this study were as follows: paste content (19 percent minimum), total air and compaction void content (12 percent maximum) and paste-to-total air and compaction void ratio (1.5 minimum). One other significant outcome of this study was the fact that ASTM C 457 (2004) spacing factor, used to assess frost durability of ordinary concretes, is not equally applicable to SRW mixes. This is because spacing factors were developed assuming a uniform spatial distribution of spherical air bubbles in concrete. This type of internal structure and air void distribution are not applicable to SRW mixes. Similarly, it was determined that saturation coefficient, as used to assess frost durability of clay bricks, also is not applicable to SRW mixes.
Figure 224. Graph. Relationship between mass loss after 100 cycles in water and paste-to-total air and compaction void ratio.
In a separate study by SEM (2004), a neural network based analysis was conducted to determine parameters most influential to freeze-thaw durability. For tests in water, it was determined that density, water absorption, percent non-connected voids, and whether air-entraining or freeze-thaw enhancing admixtures were added to the mix were most influential to freeze-thaw durability. For tests in saline, compressive strength, percent nonconnected voids, use of high water content, and whether air-entraining or freeze-thaw enhancing admixtures were added to the mix were found to be most influential. The importance of high water content (which accordingly yields greater paste volume) agreed with the findings from this project. Both the SEM study and this FHWA-funded project also concluded that relationships between freeze-thaw durability and material properties are difficult to determine due to variability in test results.
- On the issue of ASTM C 457 (2004) air void parameters, as already mentioned above, studies at Cornell
University determined that spacing factor cannot be applied to SRW mixes in the same way that they apply to ordinary concretes. Scanning electron microscope tests conducted on the two best performing DOT mixes revealed the presence of small spherical air voids (about 10 μm (0.0004 inch) in size) in both mixes. In ordinary concretes, finer air voids are related to greater air void specific surface areas and lower spacing factors which improve the frost durability of the concrete (Pigeon and Pleau, 1995). The role of the observed small air voids in SRW units on frost durability of these units is not certain at this time and needs to be further researched.
- At 3 percent salt concentration, NaCl is the most detrimental of all deicing salts evaluated, while the specific fertilizer evaluated was capable of inducing a similar level of frost damage to SRW specimens as other types of deicers. This conclusion relates to ASTM C 1262 (2003) tests involving 3 percent salt solutions made using different types of deicing chemicals, including a high-nitrogen fertilizer. At this 3 percent concentration, specimens tested in NaCl solution suffered the most damage out of all salts evaluated. Another significant conclusion from this study was the fact that specimens tested in a fertilizer solution displayed as much damage as those tested in solutions of MaCl2, calcium chloride (CaCl2) and CMA. This result has important implications for SRWs near fertilized areas. Moreover, it was concluded that the number of cycles required to reach 1 percent mass loss appeared to decrease with increasing freeze point depression of the solution. This result also has practical implications since deicing applications are typically keyed to freeze point depression of the salts used, with salts and concentrations selected for ambient temperatures. While MaCl2 and CMA solutions were found to cause damage to SRW units under freeze-thaw conditions, samples continuously immersed in these solutions at 60 °C (140 °F) also exhibited damage after about 6 months immersion. Mass loss (mass of residues expressed as percentage of original sample mass) of specimens in these solutions was estimated to be about 5 to 7 percent after 20 months immersion in MaCl2 solution and 10 to 15 percent after 20 months immersion in CMA solution. Samples immersed in other warm salt solutions did not exhibit damage after this same period of time.
5.5 Conclusions—General Freeze-Thaw Testing and Processes
These conclusions pertain to general freeze-thaw testing of cementitious materials and are not limited to the ASTM C 1262 (2003) testing of SRW mixes only.
- Each freezer has a unique internal T-t characteristic (shape of T-t response) and level of variability, both of which vary with heat extraction capacity and operating efficiency of the freezer, and the number and mass of specimens inside the freezer.
- Variations in T-t characteristics and temperature variability inside each freezer mean that:
- Specimens located in different parts of the freezer will receive different exposures.
- A single point measure of temperature in the freezer not only is not representative of the overall conditions inside the freezer, but its use as the controlling temperature for cycle length can lead to a large proportion of internal freezer locations falling out of compliance with test method requirements.
Chapter 4 demonstrated that in the case of the Tenney freezer, the location of the freezer internal sensor also coincided with the coldest measured location in the freezer. Taking the ASTM C 1262 (2003) test method for example, the minimum required length of cold soak is 4 hours. It was shown that if the freezer were programmed for a cold soak of 4 hours based on this internal sensor temperature, the result would be that all other locations in the freezer would fall short of the required cold soak time (undercooling). A review of other freeze-thaw test methods reveals similar provisions for cold soak requirement (i.e., cold soak duration based on specified freezer air or specimen temperatures) as shown in table 21.
While ASTM C 666 (2004) attempts to maintain temperature uniformity throughout the freezing chamber by specifying that the temperature "at any point on the surface of any specimen container shall be within 3 °C (6 °F) at any given time," the other methods do not appear to address the issue of temperature variability inside the freezers. Thus, in the same manner as described in section 4.3.1 for ASTM C 1262 (2003), in these other freeze-thaw test methods, the actual location of the control temperature (whether specimen or freezer air) may experience differing frost exposures due to the spatial variability of freezer air temperature. How temperature variability in the other freezers affects compliance of specimens to their respective test method is an issue to be further explored and a topic for future research. This research, however, demonstrated the importance of surveying a freezing environment to gather information of the range of temperature distribution which can in turn be used to optimize the freezing cycle.
Table 21. Comparison of cold soak requirement in freeze-thaw test methods
|
Test Method
|
Specified Temperature
°C (°F)
(Record Location)
|
Required Cooling Condition
|
|
ASTM C 666 a
Rapid freeze-thaw testing of concretes
|
–18 ± 2 (0 ± 3)
(specimen temp.)
|
Specimen temperature to be lowered to specified range within 1½ to 3¾ hours
|
|
ASTM C 672 b
Deicing salt surface scaling test
|
–18 ± 3 (0 ± 5)
(specimen temp.)
|
Specimen temperature to be lowered to specified range within 16 to 18 hours
|
|
ASTM C 67 c
Freeze-thaw testing of clay tiles
|
< –9 (< 16)
(freezer air temp.)
|
Specimens to be placed in freezing chamber for 19 to 21 hours. Air temperature in chamber must stay below the specified value after 1st hour.
|
|
CSA A231.1 d
Surface scaling of precast concrete paving slabs
|
–15 ± 3 (5 ± 5) for last 2 hours of freezing
(specimen temp.)
|
Specimens to be placed in freezing chamber for 15 to 17 hours. Specimen temperature must be within specified range in last 2 hours of freezing
|
|
ASTM C 1262 (2003)
Freeze-thaw testing of SRW units
|
–18 ± 5 (0 ± 10)
(freezer air temp.)
|
Freezer air temperature to be maintained within specified range for 4 to 5 hours.
|
a ASTM C 666 (2004), b ASTM C 672 (2004), c ASTM C 67 (2003), d CSA A231.1 (1999)
- Freezer reliability curves (R-curves) are a convenient representation of the conditions prevalent in a freezer under a particular set of factors, including type of freezer, cooling capacity, and number of specimens, and are a useful tool for the planning of test cycles. Detailed discussions on R-curves and an example of its application in the NCMA study can be found in chapter 6 of Chan's dissertation (2006). This R-curve approach is described as an annex to the modified version of ASTM C 1262 (2003) (appendix A).
- Water and 3 percent NaCl solution undergo a series of physical and chemical changes during freezing as the freezing plateau is traversed (FHWA report and section 5.1). Experimental work confirmed that it is also during the freezing plateau that expansion takes place in either liquid. By the end of this freezing plateau, 90 percent of plain water has crystallized, and 75–80 percent of a 3 percent NaCl solution has crystallized.
- Using calorimetric methods, the rate of ice formation in 3 percent NaCl solution was measured to be 7/8th as fast as in plain water during the freezing plateau. The main difference from an ice-formation standpoint between saline and water is in the total amount of ice formed at the final test temperature, e.g., at –18 °C (0 °F). At this temperature, more than 95 percent of plain water has crystallized and about 85 percent of a 3 percent NaCl solution has crystallized.
- From vial freezing tests, it was confirmed that 3 percent NaCl solution, like plain water, causes expansion damage in vials completely filled with the liquid. This damage can occur violently as observed in direct observation of freezing vials filled with 3 percent NaCl solution, which exhibited an explosive rupture similar to that observed with plain water.
- Experiments measured and confirmed changes in salt concentration in the unfrozen solution during freezing of a 3 percent NaCl solution (process known in the literature as freeze concentration, (chapter 2). The rate of change of this concentration occurs most rapidly near the end of the freezing plateau (FHWA). At this point, the concentration of salt in the unfrozen portion is about 4 times the initial 3 percent concentration.
5.6 Conclusions —ASTM C 1262 (2003) Testing and Specimen Performance
The conclusions in this section relate directly to the ASTM C 1262 (2003) test method, based on results and observations obtained throughout this FHWA project, as well as the NCMA study. For conciseness, the NCMA study was only briefly highlighted in this report, but the key findings are included herein as the synergistic efforts of the FHWA and NCMA projects have combined to address issues that neither study could have done on its own. For conclusions based solely on the NCMA study, readers are directed to chapter 6 of Chan (2006) for background information and testing details.
- The ASTM C 1262 (2003) is a flexible freeze-thaw test method that can be readily employed by different testing laboratories.
- A result of this flexibility is variability in test results. This variability manifests itself in various forms whether within-replicate specimens in a test set, between-specimens tested in different freezers in the same laboratory or between-specimens tested in different laboratories. The practical significance of this variability rests in the following areas:
- SRW mixes cannot be optimized if test results are not repeatable, demonstrated by the low correlation between freeze-thaw mass loss and various material characteristics.
- Variability in test results may lead to conflicts during mix qualification for projects if disparities exist in test results obtained by a manufacturing plant and a project owner.
At a given number of cycles (e.g., 100 cycles), variability is more pronounced in mixes of intermediate quality, as exemplified by the results in figure 220. Mixes of either excellent quality (mass loss of less 1 percent after 100 cycles) or poor quality (with rapid deterioration such as the cap units in saline in figure 220) display more repeatable mass loss results among replicate specimens.
- Different freezers containing varying quantities of specimens need to be programmed differently to obtain maximize compliance with ASTM C 1262 (2003) T-t requirements. The decision on cycle length is aided by R-curves, which can only be obtained through prior survey of the freezer (chapter 4).
- Analyses of hypothetical freezer T-t curves (section 4.4.2) demonstrated that a walk-in freezer could no longer achieve 100 percent compliance with ASTM C 1262 (2003) requirements if its average air temperature were warmer than about –14 °C (7 °F) or if the temperature standard deviation were greater than 3 percent of the average temperature.
- Variations in surrounding water volume and total quantity of specimens in the freezer have pronounced impact on specimen cooling curves.
- Despite variations in specimen quantity, volume of surrounding water, size of container or freezer type, the current 4- to 5-hour cold soak appears sufficient to ensure that the freezing plateaus of specimens are fully traversed.
- Similarities in specimen cooling curves between chest and walk-in freezer and single-location repeatability in chest freezer show promise that consistent specimen cooling curves are attainable.
- Interpretation of the term "frozen solid" as per ASTM C 1262 (2003), Clause 8.2.1 can cause confusion and unintended variations in the cycle length. It is recommended that this statement be removed from the test standard and that cold soak length is restricted to the current 4- to 5-hour period.
- Specimen and container size and shape dictate the maximum number of specimens that can be accommodated within a given freezer. The number of specimens in the freezer in turn influences the overall freezer-specimen system as follows:
- As the quantity of specimens increases, the maximum attainable reliability (R) in the freezer decreases.
- As the quantity of specimens increases, the cooling response (cooling curve) of specimens themselves is affected as displayed by slower initial cooling rates and longer freezing plateaus. The shape of the R-curves accordingly changed with varying specimen quantities. This effect was particularly pronounced in the walk-in freezer where increases in the number of specimens resulted in shrinking R-curves with correspondingly lower proportion of locations meeting the cold soak requirements. Thus, in any given freezer, increasing the number of specimens makes it more difficult to comply with ASTM C 1262 (2003). In addition to this, the cooling curve of instrumented specimens varied with varying specimen quantities in the walk-in freezer. The decreased compliance with ASTM C 1262 (2003) and the altered specimen cooling curves are thus related to total specimen quantity.
- Compliance with ASTM C 1262 (2003) freezer air T-t requirements does not guarantee similar specimen cooling responses. As shown in chapter 4, the average freezer air temperature in the walk-in freezer loaded with 20, 40, 60, and 80 specimens complied with ASTM C 1262 (2003) requirements (although at a much longer cycle time for larger specimen quantities). However, different specimen cooling responses ensued from each of these thermal loads.
- Compliance with ASTM C 1262 (2003) freezer air T-t requirements does not guarantee similar specimen performance. For example, for the NCMA study, significant differences in performance were measured for specimens tested in two different freezers. Average mass loss in similar size and geometry specimens tested in similar containers were as follows:
- After 100 cycles: 0.4 percent (Tenney) and 0.2 percent (walk-in).
- After 200 cycles: 4.4 percent (Tenney) and 0.8 percent (walk-in).
- From the NCMA study, it appears that mass loss increases with an increase in the following parameters:
- Ratio of mass of solution to mass of specimens.
- Specimen surface area (total or wetted) to volume ratio.
- Increased ratio of immersed specimen volume to total specimen volume.
- With respect to mass loss, variations in test parameters lead to the following results:
- For similar specimens and containers, under filling of solution in the containers appears to increase mass loss.
- For the same container size, smaller specimens exhibit larger mass loss.
- For the same specimen size, specimens in smaller containers display greater mass loss.
- There appears to be little effect from specimen geometry, although increasingly square specimens exhibited lower mass loss compared to rectangular specimens (after 150 cycles, average mass loss was 0.9 percent for square specimens and 1.0 percent for rectangular specimens)
- The performance ranking among test sets in the short-term (after 50 cycles) is not representative of their rankings in the longer term (after 100 cycles).
- Mass loss appears to follow a 2nd order polynomial form from start of the freeze-thaw tests until a certain number of cycles (mass loss threshold point) which varies from specimen to specimen but was generally between 130 and 160 cycles (except for test set B whose threshold point was at 80 cycles). For reference, a 1 percent mass loss was reached between 110 and 160 cycles.
- Resonant frequency testing (based on ASTM C 215 (1997)) can be conveniently performed on SRW specimens, and the sensitivity of resonant frequencies to changes in specimen structural integrity makes this test a valuable one for the evaluation of freeze-thaw deterioration of SRW specimens. Close attention must be paid to procedural details to ensure consistency in measured frequencies.
- The performance ranking among of SRW specimens as measured using resonant frequency testing differs from the performance ranking based on mass loss measurements.
- The relative dynamic modulus (RDM)* linear threshold point (number of cycles at which rate of resonant frequency ceases to be linear) occurs prior to the mass loss linear threshold point (number of cycles at which rate of mass loss ceases to be linear) in all specimens evaluated indicating that loss of integrity of specimens may accelerate prior to being detected by mass loss alone.
 Equation 15 Equation 15
where fc = resonant frequency after c freeze-thaw cycles
fo = initial resonant frequency (at 0 freeze-thaw cycles)
- Below mass loss of about 0.5 percent, mass loss (of all test methods) appeared to be most sensitive to changing specimen condition (primarily due to loss of material from the sides of specimens). Beyond about 0.5 percent mass loss, however, once cracks started forming in specimens, resonant frequency methods were more appropriate for detecting changes in specimen integrity.
- Risky specimens are defined as those with mass loss in the vicinity of 1 percent (0.8 to 1.2 percent) but with RDM less than 60 percent. Approximately one-third of all variability series specimens fell in this category. For these specimens, a 1 percent mass loss was not indicative of actual internal conditions or pending damage in them. At 1 percent mass loss, these specimens exhibited RDM of 3 to 76 percent.
- For the specimens in this study, below mass loss of about 0.5 percent, mass loss (of all test methods) appeared to be most sensitive to changing specimen condition (primarily due to loss of material from the sides of specimens). Attention must be paid to isolated events such as popouts whose significance to overall specimen condition can be better discerned by observing rates of mass loss. At larger mass loss, resonant frequency methods appear to be most sensitive to changes in specimen integrity and thus a more suitable test.
- Specimens in this study exhibited a critical moisture content of about 5.6 to 5.8 percent and a critical moisture gain of about 0.8 to 1.1 percent below which RDM values changed little and above which RDM values dropped considerably, in most cases, to RDM of 0 percent. This observed behavior concurred with the theory of critical degree of saturation (SCR) proposed by Fagerlund (1975). Degree of saturation is defined as the ratio of actual moisture content to the total moisture content required to fill the open porosity in the material. This theory states that each particular material (with a certain combination of material properties such as strength and pore properties) possesses a unique value of SCR, and significant frost damage does not occur until the actual degree of saturation (SACT) in the material exceeds SCR. For ordinary concretes, SCR is in the range of 0.75 to 0.90 (Fagerlund, 1977). For the SRW specimens tested in this study, SCR (calculated as the ratio of moisture content to ASTM C 642 (2002) boiled absorption) was in the range of 0.76 to 0.83.
- The values of critical moisture gain are similar (0.8 to 1.1 percent) for specimens in the two freezer environments which had previously exhibited markedly different performance in mass loss, resonant frequency, pulse velocity, and visual scaling rating. Above a moisture gain of about 1.0 to 1.2 percent, mass loss also increases dramatically in these specimens.
- Moisture gain values for specimens in a given set of replicate specimens exhibits lower coefficient of variation compared to mass loss values. This makes the measurement of moisture gain an attractive supplement to the ASTM C 1262 (2003) method.
As far as specification values for mass loss are concerned, the current ASTM C 1372 (2003) limits of 1 percent maximum mass loss after 100 cycles (for all five specimens in a set) and 1.5 percent maximum mass loss after 150 cycles (for four out of five specimens in a set) pertain to tests in water. For reference, the Mn/DOT has criteria based on tests conducted in saline as follows (Mn/DOT, 2001):
The freeze/thaw durability of wall units tested in accordance with ASTM C 1262 (2003) in a 3 percent saline solution shall be the minimum of the following:
- The weight loss of each of five test specimens at the conclusion of 90 cycles shall not exceed 1 percent of its initial weight; or
- The weight loss of 4 out of 5 specimens at the conclusion of 100 cycles shall not exceed 1.5 percent of its initial weight, with the maximum allowable weight loss for the 5th specimen to not exceed 10 percent.
- In this respect, all specimens tested in this study complied with such specifications. However, it was just pointed out that there exists risky specimens which comprised approximately one-third of the specimen population in the variability series (of the NCMA study). For these specimens, a 1 percent mass loss was not indicative of actual integrity or pending internal damage in specimens. For these specimens, a mass loss of 0.7 percent is more sensible as a limit before substantial loss of specimen integrity. In most cases, it was evident that specimens had reached their critical moisture gains and past their RDM threshold points (beyond which RDM decreases at an accelerated rate) beyond mass loss of 0.7 percent.
5.7 Recommendations—ASTM C 1262 (2003) Testing for SRW Units
Based on the findings from this study, recommendations for the freeze-thaw testing of SRW units have been developed and can be found in appendix A as a set of suggested revisions in a newly annotated version of the ASTM C 1262 (2003) test method. Based primarily on the FHWA project findings, but also on the NCMA results, revisions are made to SRW unit sampling and specimen extraction, freezer evaluation and survey, details of the freeze-thaw cycle, and other procedural items. Changes to the test standard are carried out in the following form:
- Current text to be removed is crossed out.
- New text is in bold face and underlined.
- New figures are identified by their bold face and underlined caption.
Commentaries are also provided to explain the nature of changes. In addition, a version of ASTM C 1372 (2003) is included in which comments on specifications for SRW units have been provided. These two documents are included in appendixes A and B as a stand-alone product to assist SHAs in rapidly implementing the main findings from this study.
5.8 Recommendations—Future Research
5.8.1 SRW Material Characterization—Between-Unit Variability
Although within-unit variability was examined in detail in this study, limited data on unit-to-unit variability was obtained. In the NCMA study, variations in test results among specimens in the same test set suggest variable quality within a production run. This notion had also been alluded to in this report in the discussion of sampling SRW units from a block plant. A study to evaluate this would involve sampling units at various stages in a production run (e.g., five units at every 10 or 20 percent of the total run) and conducting ASTM C 140 (2000) standard properties, ASTM C 457 (2004) air void analysis, and ASTM C 1262 (2003) freeze-thaw tests on specimens from these units to determine if systematic variations in material properties exist over the course of a production (within a run, within a pallet, within a day, or within a week).
5.8.2 Frost Durability of SRW Units—Frost Index
As mentioned in chapter 4, the spacing factor as currently defined in ASTM C 457 (2004) for ordinary concretes cannot be applied to SRW mixes in the same way it is applied to ordinary concretes. Future studies could target developing a parameter, similar in concept to the spacing factor, but for dry concrete mixes which possess a network of interconnected compaction voids. Such studies should employ a more mechanistic approach in the development of this parameter which takes into consideration the degree of saturation of these compaction voids, their interconnectivity, and their shapes, among other factors.
5.8.3 Dilation Tests for SRW Specimens
Accelerated freeze-thaw damage in the presence of salts was the topic of much research in this project. It was found in chapter 4 that 3 percent NaCl solutions were capable of inducing expansion damage similar to plain water. In addition to expansion potential, the larger proportion of unfrozen brine in saline solutions leads to greater probability of damage due to crusting (i.e., entrapment of unfrozen brine within a frozen shell, see chapter 2) (Personal communication, Scherer). Both these effects suggest that substantial expansion should accompany damage in specimens tested in saline solution. Future investigations could evaluate length change of SRW specimens tested in saline solution and compare these to specimens tested in water. Length change measurements also provide insight as to whether compaction voids are beneficial or not for frost durability (in the same way as air-entrained concretes are evaluated through the critical dilation test, ASTM C 671(2002)).
5.8.4 Acoustic Emission Testing
The methods of damage detection described in chapter 4 were focused on damage of a liquid filled vial which simulated a water-filled SRW pore. Actual damage in an SRW specimen may be detected using acoustic methods. Further research is needed to assess the applicability of this method and to relate findings on where damage takes place during a freeze-thaw cycle to the current ASTM C 1262 (2003) cycle.
5.8.5 Effect of Freeze-Thaw Cycle on Specimen Performance
One significant outcome from the NCMA study was the confirmation that compliance with ASTM C 1262 (2003) T-t requirements did not necessarily guarantee similar specimen performance. As described earlier, even with 100 specimens in the walk-in chamber, the freezer air could still meet ASTM C 1262 (2003) requirements provided that sufficient cooling time was allowed for the freezer air to reach the required ranges. The resulting specimen cooling curves were, however, quite distinct from those obtained in a freezer with less specimens. The effect of freeze-thaw cycle on specimen performance thus deserves further attention and investigation. Future research should consider the effects of varying each parameter of the freezer air cooling curve—cooling rate, cold soak length (4 hours versus 5 hours), cold soak temperature, warming rate, and warm soak length (2.5 hours versus say 6 hours)—on ensuing specimen performance. This information will be valuable for future revisions of the ASTM C 1262 (2003) test standard.
On the length of cold soak, it was pointed out in chapter 4 that despite variations in test parameters (container size, surrounding water volume, and number of specimens in freezer), a 4-hour cold soak appeared enough to traverse the freezing plateau of specimens. As such, expansion damage from water freezing in SRW pores is likely to have occurred by this 4-hour cold soak. Future research is therefore needed to confirm whether the most damage in the specimen is realized within a 4-hour cold soak or whether additional damage is induced by extending to 5-hour cold soak. Results from this investigation carry practical implications on total cycle length and total test time.
5.8.6 Effect of Specimen Preconditioning
There are two recommended future research topics on the effect of specimen preconditioning on SRW performance. Both recommendations are based on the confirmation from this research that a critical saturation exists in SRW specimens.
5.8.6.1 Effect of Pretest Exposure
ASTM C 1262 (2003) currently allows specimens to "dry for not less than 48 hours in laboratory air at a temperature of 24 ± 8 °C (75 ± 15 °F) and a relative humidity of less than 80 percent" immediately after saw-cutting. Thereafter, the specimens are partially immersed in 13 mm (½ inch) of test solution before start of freezing and thawing. The effect of the drying period should be examined further by evaluating the effect of different drying conditions such as varying drying times (e.g., 48, 72, or 96 hours) or tighter temperature and relative humidity ranges on specimen performance. As a starting point, the mass of specimens should be measured as function of drying time to determine the extent of changes in moisture content. Recall from the NCMA study that at "moisture gains" of about 0.8–1.1 percent, specimens suffered rapid reduction in RDM.
5.8.6.2 Effect of Saturating Specimens Prior to Freeze-Thaw Testing
SRW specimens evaluated in this research exhibited critical saturation in the range of 0.76–0.83, which was obtained by dividing critical moisture content by boiled absorption. According to Fagerlund (1975), concretes whose degree of saturation is above critical are rapidly deteriorated within several freeze-thaw cycles. This suggests that specimens that have been saturated by boiling ought to deteriorate more rapidly compared to ones which have been preconditioned as required in ASTM C 1262 (2003) (e.g., absorption by capillarity). The use of boiled absorption to precondition specimens should be investigated as an alternative method to accelerate freeze-thaw testing.
5.8.7 Significance of Mass Loss and 1 Percent Limit on Different Grades of SRW Mixes
One of the main objectives of the NCMA study was to determine the significance of mass loss with respect to other material parameters (such as resonant frequency, pulse velocity, scaling rating, and modulus of rupture) and to determine the adequacy of the 1 percent mass loss limit. The findings from this study are covered in chapter 6 of Chan (2006). For the particular SRW mix evaluated, it was generally found that at 1 percent mass loss, one-third of specimens tested exhibited RDM less than 60 percent. Above 1 percent mass loss, MoR values were less than half of the initial undamaged value. It is not certain whether other grades of SRW mixes would display similar trends. It is thus highly recommended that similar studies be conducted on a range of SRW mixes, specifically those that are intended for use in projects where acceptance criteria such as 1 percent maximum mass loss apply. Building this database of actual specimen structural integrity as function of mass loss will provide further insight as to whether the current 1 percent limit is indeed reasonable or whether it needs to be modified.
5.8.8 Partial Versus Full Immersion of Specimens
The issue of whether ASTM C 1262 (2003) test specimens should be partially or fully immersed in water or 3 percent NaCl solution remains open. Further experiments should be conducted to evaluate modes of damage and variability in fully immersed specimens compared to partially immersed ones.
5.8.9 Database of Mass Loss Prediction Constants
Independent studies (Hance, 2005 and NCMA Study, chapter 6 of Chan (2006)) have confirmed the existence of a second order trend in mass loss relative to cycles for very different SRW mixes. One study could involve compiling ASTM C 1262 (2003) data for SRW mixes of different grades, from different manufacturers, tested in different laboratories, tested in different freezers and tested in water and in saline solution to confirm the existence of this second order behavior and evaluate the mass loss prediction constant for each of these sets of results. From this collection of mass loss prediction constants, conditions which influence this parameter the most may be identified which may in turn be utilized to develop prediction tools for freeze-thaw durability for SRW mixes.
5.8.10 Efficacy of Silane or Other Coatings/Sealants in Mitigating Damage for Inservice SRW Blocks.
Early attempts to evaluate silanes under conditions similar to ASTM C 1262 (2003) were inconclusive. It is possible that evaluating silanes in tests that involve full or partial immersion in water or solution is not appropriate or does not accurately assess the actual mode of action that silanes would impart in SRW blocks in the field. It is recommended that this topic be investigated in further detail in the laboratory, especially in tests that allow for testing of full blocks or walls in simulated field conditions (see section 4.8). It is also strongly recommended that the performance of SRW blocks already treated with silanes or other coatings/sealants be monitored to determine the long-term field performance of SRW blocks treated with such compounds. It would be especially useful to treat blocks with varying degrees of distress (at the time of treatment) to determine if there is an optimal time to treat existing walls to realize the best long-term improvement in SRW block durability.
5.8.11 Freeze-Thaw Performance—Field and Laboratory Correlation Based on Critical Moisture.
The NCMA studies demonstrated that for the particular specimens tested, there appeared to be a critical moisture content (or moisture gain) above which specimens deteriorated at an increasingly faster rate. This observation concurred with Fagerlund's critical degree of saturation (SCR) theory, which states that every material has a unique level of saturation above which the material degrades rapidly within a few freeze-thaw cycles. In this theory, a material is considered safe provided that its degree of saturation (SACT) is less than the critical value, and the period of frost immunity in field concretes is the time required for SACT to reach SCR (Pigeon and Pleau, 1995). In a similar manner, it is worth investigating these concepts for SRW mixes, where moisture contents of in-service SRWs may be determined directly from the field or from SRWs tested in the laboratory under simulated field conditions. This information, coupled with critical moisture contents for a particular SRW mix may provide information on frost immunity of field units. This type of investigation may help bridge the currently existing gap between field and laboratory results.
|


