U.S. Department of Transportation
Federal Highway Administration
1200 New Jersey Avenue, SE
Washington, DC 20590
202-366-4000
Federal Highway Administration Research and Technology
Coordinating, Developing, and Delivering Highway Transportation Innovations
 |
| This report is an archived publication and may contain dated technical, contact, and link information |
|
Publication Number: FHWA-HRT-11-021 Date: April 2011 |
This chapter presents some of the current best practices for increasing the amount and frequency of RAP use regarding the management, mix design, production, and placement of RAP asphalt mixtures. The best practices were compiled from existing literature, experience from high RAP projects and trial sections, State specifications, and the advice of experts in the industry. The best practices address some of the specific concerns related to the production of high RAP mixtures. They can be utilized by State transportation departments in preparing specifications and by contractors who will be designing and producing high RAP mixtures. Several different options are available to address potential concerns, and the most appropriate option will depend on various factors such as material properties, plant type, and production rate.
In general, there is little difference in designing asphalt mixtures with RAP compared to virgin asphalt mixtures until high RAP is used. However, the following issues should be considered when increasing RAP use:
Performing QCs throughout the entire processing and production process is critical. Processing and stockpiling best practices are crucial to maintaining the quality and consistency of the RAP stockpile. The RAP material must be properly characterized for mix design purposes. Best practices used in the production of HMA will also address concerns when using high RAP. In fact, it may not be possible to achieve high-quality high RAP mixes without the use of processing and production best practices.
In most cases, it is the contractor's responsibility to select the amount of RAP included in the mixture, the type of RAP used in the mixture, and the level processing necessary to meet the specifications. State transportation departments may specify the virgin binder grade based on the amount and type of RAP being used. The RAP QC testing requirements and frequency should also be specified or agreed upon by both parties prior to production.
RAP will be collected from several sources over time. RAP is usually generated from milling, full-depth pavement removal, and waste HMA materials generated at the plant. An important consideration in RAP management is when to keep RAP from a new source separate and when to combine RAP from different sources.
Milling is an important part of pavement rehabilitation used to remove any distressed upper layer(s) of existing pavement to a given depth. The process involves machines that grind, pick up, and load RAP into a truck for transportation. The mill speed at the job site should be controlled and kept uniform to promote consistency in the resulting RAP. There is an advantage to keeping millings from large jobs in separate stockpiles. Generally, these millings are very consistent and can be used in new mixes without further screening or crushing, saving processing costs. Figure 12 shows a stockpile of unprocessed millings.
Figure 12. Photo. Stockpile of unprocessed RAP millings.
In some cases, it may be beneficial to mill the surface layer or the surface and intermediate layers separately from the asphalt base layer, as the upper layers often contain aggregates with special characteristics such as polishing resistance and/or freeze/thaw durability. The nominal aggregate size in upper pavement layers is also smaller and more suitable for direct use in new surface mixtures without crushing.
Full-depth pavement removal involves the use of heavy equipment to break the pavement structure into slabs. The slabs are then transported to a processing location where they are crushed and processed to a manageable size for recycling. Asphalt mix material that is produced and not used (i.e., "plant waste") is typically added to the unprocessed RAP stockpile or is kept in a separate stockpile for future processing.
It is critical that materials collected from any source be kept free from contamination. Incoming materials should be visually inspected to avoid dumping of soil, construction debris, or any deleterious material in the stockpile.
Some State transportation departments only allow RAP obtained from specific projects or pavement types to be used in their mixes. Such RAP is referred to as classified or traceable source RAP. The restriction to allow only traceable source RAP in new State transportation department asphalt mixes hinders the use of RAP to its full advantage; therefore, State transportation departments should have an engineering basis for this requirement. Rather than prohibiting RAP from non-State transportation department sources, the quality of materials in RAP can and should be verified with routine testing as part of the RAP QC and mix design.
Most State transportation departments allow RAP from multiple sources to be used in recycled asphalt mixes, provided that it is processed into a uniform material, and the aggregates contained in the RAP meet typical source properties. Recommended tests and test frequency information are provided in the RAP Testing and Frequency section below. This type of RAP is referred to as unclassified RAP or multiple sources RAP.
RAP processing involves one or more steps to create consistent materials that can be used in high percentages and meet standards for high-quality asphalt mixtures. Screening is used to separate sizes. As noted previously, milled material from traceable sources can have very consistent properties and may not require further processing. In some cases, it may be desirable to screen or fractionate traceable source RAP to remove oversize particles or to separate RAP into coarse and fine stockpiles to maximize the amount of RAP that can be used in particular mixes. RAP separation based on size increases control and reduces variability. It also allows for adjustments for variability to be made within the RAP blend rather than just the virgin aggregate blend. An example of specialized RAP fractionation equipment is shown in figure 13 and figure 14. Typically, RAP is sized into two (coarse or fine) or three (oversize, coarse, or fine) piles, as shown in figure 15 and figure 16. With specialized fractionation equipment, it is possible to screen to the -No. 4 sieve size (-0.25 inches (-4.75 mm)) or even to the -No. 8 sieve size (-0.125 inches (-2.36 mm)). In this scenario, it is possible to have three sizes that are all -1 inch (-25 mm).
For stockpiles of RAP from multiple sources, particularly stockpiles containing large chunks of RAP or pavement slabs, it may be necessary to crush the material to produce RAP with a suitable top size for use in new asphalt mixes. Crushing can also improve the consistency of the resulting RAP if the multiple sources RAP is fed into the crushing unit from different locations of the unprocessed stockpile. There are several types of crusher systems available, such as horizontal impact crushers, hammer mill impact crushers, and jaw/roll combination crushers. More information on crushing options is provided in Recycling Hot Mix Asphalt Pavements.(20) Choosing the top size (i.e., maximum RAP particle size) for the crushing operation is an important decision. Many contractors select the top size so that the crushed RAP can be used in any type of mix. However, crushing to smaller top sizes will increase the dust content (percentage passing the No. 200 (0.0029-inch (0.075-mm)) sieve) in RAP, which can limit how much RAP can be used in new mix designs while meeting criteria such as VMA and dust-to-binder ratio.
Figure 13. Photo. Specialized fractionation equipment.
Figure 14. Photo. Close-up view of specialized fractionation equipment.
Figure 15. Photo. Fine fractionated RAP stockpile.
Figure 16. Photo. Coarse fractionated RAP stockpile.
Processing RAP may include both crushing and screening to produce a uniform gradation, binder content, and other properties. Agencies should not require specific types of processing operations for RAP. Rather, they should limit the maximum amount of variability in the RAP material that is fed into the plant. This will allow the contractor to utilize the most efficient and cost-effective process for producing a consistent material. The end result type of specification is easier to enforce because it avoids subjective interpretations of the suitability of the various options for RAP processing.
It is recommended that RAP processing occurs prior to feeding to the plant. Earlier RAP systems that included crushing and screening large pieces (2–4 inches (50–100 mm)) of RAP as part of the cold feed system are not recommended. RAP uniformity as well as the ability to characterize RAP during the mix design phase may be inadequate with in-line crushing systems.
Normal practice should be used to prevent or limit segregation. Arc-shaped, uniformly layered stockpiles are preferred for storing milled or unprocessed RAP material (i.e., material of various sizes). As with virgin aggregate, conical stockpiles or small, low-sloped piles are preferred for storing processed RAP material. RAP stockpiles should be placed on a base with adequate drainage and constructed in layers to minimize segregation and ensure a workable face. To maximize the percentage of RAP in a mix, consideration may be given to constructing separate stockpiles for each source of RAP based on the category of RAP, the size of processed material, the quality of the aggregate, and the type and quantity of asphalt binder. However, space limitations must be considered.
All RAP stockpiles should be kept clean and free of foreign materials. RAP holds water and does not drain as well as an aggregate stockpile, so efforts should be made to handle and store RAP in such a way as to minimize moisture content. The crust formed on the surface of the stockpile helps to shed water, but other measures can be taken, such as storing RAP on paved sloped surfaces and covering RAP stockpiles with a roof from an open-sided building. In particular, fine RAP holds high moisture content, and it may be desirable to use a building to cover the stockpile. High moisture content in the stockpile may not be detrimental to HMA quality, but it is an issue for the contractor since the moisture must be removed during production and could cause increased fuel usage and reduced production rate.
RAP does not tend to recompact in large piles, but it can form an 8–10-inch (203–254-mm)-thick crust over the surface that is easily broken by a front-end loader. If possible, heavy machinery should not be driven on the RAP stockpile to avoid compaction. The RAP stockpiles should be routinely skimmed to break lumps. An example of a properly maintained RAP stockpile is shown in figure 17.
Figure 17. Photo. RAP stockpile being maintained.
Typically, contractors determine the percentage of RAP to be used and select the binder grade to meet the appropriate specifications. The percentage of RAP used in the mix may be selected by determining the contribution of RAP in the total mix by weight or by determining the contribution of the RAP binder in the total binder in the mix by weight while maintaining volumetric properties requirements. Due to the stiffening effect of the aged binder in RAP, the specified binder grade may need to be adjusted. The current national guideline for determining the binder grade adjustment in HMA mixes incorporating RAP has three tiers.(13) Each tier has a range of percentages that represents the contribution of RAP toward the total mix by weight (see table 2). Some State transportation departments have modified the range of percentages (e.g., increased the RAP percentage that can be used before a softer binder grade must be chosen) based on conditions in that area and/or additional testing.
Table 2. Binder selection guidelines for RAP mixtures according to AASHTO M 323.(13)
| Recommended Virgin Asphalt Binder Grade | RAP Percent |
|---|---|
No change in binder selection |
< 15 |
Select virgin binder one grade softer than normal (e.g., select PG 58-28 if PG 64-22 would normally be used) |
15–25 |
Follow recommendations from blending charts |
> 25 |
For percentages of RAP greater than 25 percent, procedures for developing a blending chart are provided in the appendix of AASHTO M 323.(13) Based on the desired final blended binder grade, the desired percentage of RAP, and the recovered RAP binder properties, the required properties of the appropriate virgin binder grade can be determined according to blending chart procedures. If a specific virgin asphalt binder grade must be used and the desired blended binder grade and recovered RAP properties are known, the allowable percentage of RAP is determined according to blending chart procedures.
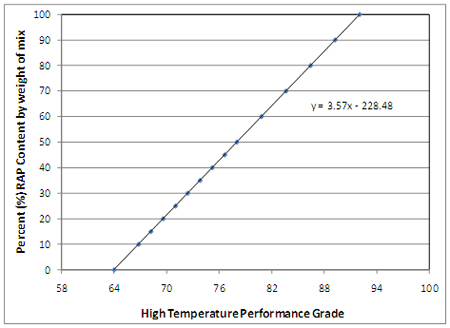
The blending chart process is time-consuming, involves hazardous solvents, and creates disposal issues. It assumes complete blending between the virgin and RAP aggregate. More practical alternate procedures have been suggested for determining the virgin binder PG and ensuring proper blending. Most aged asphalts in a certain region have reached a level of maximum stiffness. With this information, an asphalt grade of RAP can be assumed for 100 percent RAP. For example, in the Southeast and Mid-Atlantic regions, researchers have determined that asphalt in RAP usually has a high temperature grade between 190.4 and 201.2 °F (88 and 94 °C). Thus, using 100 percent RAP, it is assumed that the high temperature grade is 197.6 °F (92 °C). Using the high temperature grade of the virgin asphalt binder as the high temperature grade at zero percent RAP, the RAP content versus high temperature binder grade can be plotted to estimate the effect of RAP on stiffness, specifically the high temperature binder grade (see figure 18). In cold regions, the low temperature grade should also be checked to avoid low temperature cracking.(21)
Figure 18. Graph. Percent RAP content versus high temperature PG.
Through years of experience balancing the material quality requirements for the specific application with the market availability and cost, many State transportation departments have standardized the PG binder grade for HMA on a regional, project type, and/or program basis in lieu of determining the project binder grade quality for the specific project location and application. It is recommended that State transportation departments reassess the binder quality requirement for the specific application utilizing the long-term pavement performance (LTPP)Bind protocols to assess specific property requirements based on local environmental conditions and design reliability of the application to gain more insight into the required binder quality.(22)
Bonaquist developed a methodology to evaluate blending in RAP mixtures. The methodology involves measuring the mix dynamic modulus, |E*|, with the asphalt mixture performance tester (AMPT) which is referred to as measured |E*|.(14,23) The binder is extracted and recovered from the mix, during which, the virgin and RAP binders become totally blended. Shear modulus (G*) of the recovered binder is measured using the dynamic shear rheometer (DSR). The recovered binder's G* value is used as input into the Hirsch model to estimate the mix |E*|, which is referred to as estimated |E*|.(24) The estimated |E*| is compared to the measured |E*|, and if the data match, it is assumed there is good blending of the virgin and RAP binders. In addition to using the Hirsch model to estimate mix |E*|, the Witczak model could also be used to estimate mix |E*|.(25,15)
The procedure that uses |E*| of the mix to estimate blending or the procedure for determining the RAP PG binder grade is not necessarily recommended for individual mix designs. Instead, these approaches are an option for studies on which State transportation department requirements for selection of virgin binder grade may be established.
RAP Percentage Based on Binder
Historically, State transportation department specifications limiting RAP in HMA have been based on RAP percentage by weight of aggregate or by weight of the total mix. However, the primary issue with higher RAP content in asphalt mixes is the amount of binder replacement available since the use of RAP can reduce the need for virgin binder and impact the binder properties. Thus, RAP may also be specified according to percentage binder replacement. The percentage of RAP used in the mix can be selected by determining the contribution of the RAP binder toward the total binder in the mix by weight (i.e., a specified maximum percentage of the binder may come from RAP). In fact, several State transportation departments have specified a minimum percentage of virgin binder content (e.g., 70 percent of the binder content must be virgin binder). The amount of total binder replaced by binder in RAP is computed as follows:
Where:
A = RAP percent binder content.
B = RAP percent in mixture.
C = Total percent binder content in mixture.
Good practice for sampling aggregate applies to the sampling of RAP. Samples may be obtained during production or from a stockpile. Contractors should prepare a plan for sampling and testing RAP. The sampling plan should meet the minimum testing frequency requirements specified by the owner (i.e., State transportation department, highway agency, etc.) and should detail the procedure used to obtain representative samples throughout the stockpile for testing.
Obtaining Representative Samples
Sampling involves taking a number of random samples from the RAP stockpile, testing a portion of each individual sample, and then combining the remainder of random samples into one representative sample for developing the mix design (see figure 19). A minimum of 5, but preferably 10 or more, individual samples should be used to determine the consistency of a RAP stockpile. Proper sampling procedures normally used for virgin aggregates may also be used to sample RAP aggregate and are provided in AASHTO T 2.(26)
Testing individual samples is required to determine the variability of the AC and aggregate gradation. The size of the sample should be such that the amount of aggregate material recovered will meet the size requirements of the gradation procedure.(27) After testing individual samples is complete, combining the remainder of the individual random samples of each stockpile is necessary to provide a representative sample for conducting mixture design. Projects that use more than one stockpile for RAP require testing of each stockpile.
Figure 19. Photo. Sampling RAP from the stockpile.
The representative sample of RAP should be oven dried to a constant mass prior to batching the mix specimens. Moisture content of RAP may be initially determined to facilitate batching for mix design. The sample used to determine the moisture content should not be used for other mix testing since it was overheated.
Testing requirements and testing frequency vary according to the category of RAP and the amount of RAP used in the mixture. RAP from multiple sources may be subject to more rigorous testing than RAP from a single source. The frequency at which to perform tests should be in accordance with agency specifications and should also be adequate to assess variability in RAP. For all RAP stockpiles, the asphalt binder content and aggregate gradation must be determined. The asphalt binder content may be determined according to AASHTO T 308 or AASHTO T 164.(17,28) For the ignition method, an aggregate correction factor will have to be assumed. In many locations, the aggregate correction factor is fairly consistent from mix to mix for the aggregate materials currently being used in mix designs. If the aggregate sources currently being used are the same or reasonably similar to the sources used 10–20 years ago in that location, then it is reasonable to use the current typical correction factor for RAP because it is likely from the same location. For RAP stockpiles containing aggregates of uncertain origins or for RAP containing dolomitic limestone, which often has erratic aggregate correction factors, a solvent extraction procedure may be used to determine the AC of the RAP samples.
If there is a need to test the binder properties of RAP, it is recommended to extract and recover the binder and perform PG testing on the extracted RAP binder. A combined procedure for extraction and recovery is given in AASHTO T 319.(29) This method was recommended in NCHRP 9-12 because it was found to change the recovered binder properties less than other methods.(9)
Gradation of the recovered aggregate is determined using AASHTO T 30.(30) The ignition oven may change the physical characteristics of some aggregates. In general, RAP aggregates must meet the same quality requirements specified for virgin aggregates. This includes evaluating coarse aggregate angularity (ASTM D 5821), fine aggregate angularity (AASHTO T 304), and flat and elongated requirements (ASTM D 4791).(31–33) According to AASHTO M 323, the sand equivalent requirements (AASHTO T 176) are waived for RAP aggregate.(13,34) The Superpave® aggregate consensus property requirements are also provided in AASHTO M 323.(13) Source properties, such as abrasion resistance and frictional properties, may be performed according to agency specifications.
Determining Bulk Specific Gravity of the RAP Aggregate
An important property that needs to be determined is the bulk specific gravity (BSG) of the RAP aggregate, ![]() . The BSG of the combined RAP and virgin aggregate is used to calculate the VMA for the mix design. The BSG of the RAP aggregate cannot be directly measured. Studies have shown that the BSG of the RAP aggregate recovered from the ignition oven is typically significantly lower than that of the original aggregate. Furthermore, if solvent extraction is used to remove the RAP aggregate, the aggregate will contain a small amount of unextractable asphalt binder. However, the main issue is wetability and whether water absorption is affected by the solvent residue, which will influence BSG results.
. The BSG of the combined RAP and virgin aggregate is used to calculate the VMA for the mix design. The BSG of the RAP aggregate cannot be directly measured. Studies have shown that the BSG of the RAP aggregate recovered from the ignition oven is typically significantly lower than that of the original aggregate. Furthermore, if solvent extraction is used to remove the RAP aggregate, the aggregate will contain a small amount of unextractable asphalt binder. However, the main issue is wetability and whether water absorption is affected by the solvent residue, which will influence BSG results.
If the source of RAP is known and original construction records are available, the BSG value of the virgin aggregate from the construction records may be used as the BSG value of the RAP aggregate. However, if original construction records are not available, the recommended procedure for estimating BSG of the RAP aggregate is a simple three-step process as follows:
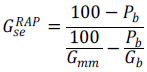
Determine the maximum theoretical specific gravity of the RAP mixture, ![]() , according to AASHTO T 209.(35)
, according to AASHTO T 209.(35)
Calculate the effective specific gravity of the RAP aggregate ![]() using
using ![]() , the AC of the RAP mixture (Pb) and an assumed asphalt specific gravity (Gb) as follows:
, the AC of the RAP mixture (Pb) and an assumed asphalt specific gravity (Gb) as follows:
McDaniel and Anderson recommend a value of 1.020 for Gb.(11) The effective specific gravity of ![]() could be used as the value for BSG of the RAP aggregate, but this will overestimate the combined aggregate Gsb. Furthermore, using higher amounts of RAP may magnify the error in using
could be used as the value for BSG of the RAP aggregate, but this will overestimate the combined aggregate Gsb. Furthermore, using higher amounts of RAP may magnify the error in using ![]() as
as ![]() .
.
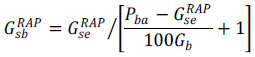
Assume a typical value for asphalt absorption, Pba, and use this value to estimate the BSG of the RAP aggregate, ![]() , from the calculated
, from the calculated ![]() based on experience with mix designs for the specific location (see equation 3).
based on experience with mix designs for the specific location (see equation 3).
If absorption data are available from past records on similar aggregates, then that value should be used as an estimate for Pba. If historical data are not available, a value for Pba may be estimated as a percentage of the typical water absorption value. For example, Pba may be estimated to be 60–65 percent of the typical water absorption value of the aggregate. This estimate will take into account the fact that the water absorption of aggregate varies based on region or area.
The standard practice and specifications for designing asphalt mixtures according to the Superpave® mix design system are AASHTO M 323 and AASHTO R 35.(13,36) AASHTO M 323 specifies the quality requirements for binder, aggregate, and HMA for Superpave® volumetric mix design. AASHTO R 35 is a standard for mix design evaluation based on volumetric properties, air voids, VMA, and voids filled with asphalt of the HMA.
The mix design process for mixes incorporating RAP is similar to the mix design for all virgin materials. Once RAP has been characterized, it can be combined with virgin aggregate for calculation of the mix gradation for mix design purposes. RAP is treated like a stockpile of aggregate during this analysis. The composite properties for gradation, specific gravity, and consensus characteristics are used in determining acceptability of the blended aggregates. It should be noted that the gradation of the RAP particles is not the original gradation of the aggregate used in RAP because the binder film on RAP adds to the dimension of the aggregate. However, the original gradation of the recovered RAP aggregate is used for design purposes. Typical design software (i.e., spreadsheet programs) accounts for the differences in the batching material gradation and the "true" gradation of the RAP material as well as for the binder contained in the RAP material. Sand equivalent is tested on the composite aggregate blend according to JMF without the RAP proportion.(34)
RAP material generally contains relatively high percentages of material passing the #200 (0.0029-inch (0.075-mm)) sieve as a result of the milling and/or crushing operations. This can limit the amount of RAP that can be used in a mix design and meet the dust to asphalt ratio, air voids, and VMA. The gradation of the virgin aggregate must compensate for this. Using more of the coarse portion of fractionated RAP may help, as would washing the aggregate or removing dust at the plant during production.
The percentage of asphalt binder in RAP should also be considered when determining the trial asphalt binder content. The asphalt binder content of the total mixture for mix batching includes virgin and reclaimed asphalt binder. The mixture trial AC is calculated or estimated by experience during the trial blend analysis. Thus, the amount of binder in RAP is considered when determining how much virgin asphalt binder is required. It may be necessary to adjust the virgin asphalt binder grade when RAP is used in the mix to achieve the appropriate grade.
For asphalt mixtures containing high RAP, a method is needed to select the appropriate grade for the virgin binder. A softer virgin binder may be required to balance the stiffer-aged RAP binder. The techniques listed below may be used as part of a State or local transportation department study for the selection of PG asphalt binder. The process involves the use of a blending chart or blending equation to determine the amount of RAP to use if the virgin binder grade is known or to select the grade of virgin binder if the percentage of RAP binder is known. Procedures for using a blending chart are provided in the appendix of AASHTO M 323.(13)
RAP is subjected to a solvent extraction and recovery process to recover the RAP binder for testing.(29) After, the physical properties and critical temperatures of the recovered RAP binder are determined. The critical high temperature (Tc(High)) based on the original DSR and rolling thin film oven (RTFO) DSR is determined. The high temperature PG of the recovered RAP binder is the lowest of the original DSR and RTFO DSR critical temperatures. The intermediate critical temperature (Tc(Int)) of the recovered RAP binder is determined by performing intermediate temperature DSR testing on the RTFO-aged recovered RAP binder as if the RAP binder were pressure aging vessel-aged. The critical low temperature (Tc(S) or Tc(m)) is determined based on bending beam rheometer testing on the RTFO-aged recovered RAP binder, or m-value. The low critical temperature (Tc(Low)) is the higher of the two low critical temperatures, Tc(S) or Tc(m). The low temperature PG of the recovered RAP binder is based on this low critical temperature value.
Once the physical properties and critical temperatures of the recovered RAP binder are known, there are two options for blending as follows:
Blending at a Known RAP Percentage
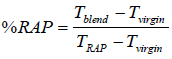
In the case where the desired final blended binder grade, the desired percentage of RAP, and the recovered RAP binder properties are known, the required properties of a virgin binder grade can then be determined at each temperature (high, intermediate, and low) separately as follows:
Where:
Tvirgin = Critical temperature of virgin asphalt binder (high, intermediate, or low).
TBlend = Critical temperature of blended asphalt binder (final desired) (high, intermediate, or low).
%RAP = Percentage of RAP expressed as a decimal.
TRAP = Critical temperature of recovered RAP binder (high, intermediate, or low).
Blending with a Known Virgin Binder Grade
In the case where the final blended binder grade, the virgin asphalt binder grade, and the recovered RAP properties are known, the allowable RAP percentage can be determined as follows:
This should be determined at high, intermediate, and low temperatures. The RAP content or range of contents meeting all three temperature requirements should be selected.
NAPA, in partnership with AASHTO and FHWA, has published a guide for designing HMA mixtures with high RAP percentages.(37) The guide includes information on evaluating RAP material, mix design, plant verification, and QC.
In addition to checking the volumetric properties, it may be desirable to evaluate mixture performance of the designed asphalt mixture containing RAP, especially a high RAP content, to assure that the mixture is able to resist low-temperature and fatigue cracking or rutting if a softer virgin binder was used in the mix design. A variety of performance tests are available.(38)
The possible distress mechanisms that should be evaluated include permanent deformation (i.e., rutting), moisture sensitivity, fatigue, and thermal cracking. Table 3 provides recommended tests for each distress mechanism. More information on performance tests for high RAP mixtures may also be found in Designing HMA Mixtures with High RAP Content: A Practical Guide.(37) An NCHRP project 9-46 is underway and will make specific performance test recommendations for high RAP mixtures.(39)
To ensure the long-term performance of RAP mixtures, a paved test strip, similar to conventional virgin mixtures, is recommended to evaluate the in-place properties of the RAP mixture. Also, proper monitoring of the pavement, while in service, and pavement preservation techniques over the service life of the recycled pavement are encouraged.
Table 3. Performance tests for asphalt mixtures.
| Distress Mechanism | Test Description | Standard |
|---|---|---|
Permanent deformation |
Asphalt pavement analyzer |
AASHTO TP63(40) (discontinued) |
Hamburg wheel tracking device |
AASHTO T 324(41) |
|
Repeated load triaxial creep |
AASHTO TP79(42) |
|
Moisture sensitivity |
Tensile strength ratio |
AASHTO T 283(43) |
Hamburg wheel tracking device (wet) |
AASHTO T 324(41) |
|
Fatigue |
Four-point bending beam fixture |
AASHTO T 321(44) |
Dynamic modulus—continuum fatigue damage (push/pull) |
NCHRP 9-29 updated continuum fatigue damage software for AMPT(45) |
|
Thermal cracking |
Thermal stress restrained specimen test |
No standard available |
Indirect tensile test |
No standard available |
Similar to the requirements for virgin aggregates, the RAP cold aggregate feed equipment should be capable of accurately proportioning RAP into the mix. Superheated virgin aggregate is used as a heat transfer medium for the ambient temperature RAP. Thus, it is important that RAP and the virgin aggregate have low moisture content. The moisture content of the virgin and RAP aggregates should be determined daily during production or as necessary, and the moisture test results should be recorded. For continuous mix plants, the moisture content is input in the plant's controls to adjust the weight (tons/hour) measured with the belt scales.
When using RAP, a scalping screen or other device should be installed before the weighing system to ensure that large RAP particles are not fed into the drum (see figure 20). It is recommended that screens be installed at the RAP feed to prevent the introduction of particles that are too large. As an alternative, a small crusher may be installed to break the larger RAP particles into smaller sizes (see figure 21).(20)
RAP should be introduced into the drum downstream from the burner and away from the flame and hot gases. Since processing RAP at a HMA facility involves heat transfer techniques, a burner adjustment may be required when using RAP. Recycling Hot Mix Asphalt Pavements contains detailed information on processing RAP in an HMA facility and specialized facilities for high percentage recycling.(20)
Figure 20. Photo. Scalping screen for RAP feed.
Figure 21. Photo. Smaller scalping screen for large RAP particles.
Construction issues for RAP mixes are not different from issues encountered when paving with conventional HMA produced with virgin materials. However, failure to properly address processing as well as inadequate QC of RAP and an improper mixture design will significantly increase the likelihood of problems in placement and compaction of the new pavement.
No special equipment or techniques are required when placing and compacting mixtures containing RAP (see figure 22 and figure 23). High RAP mixtures may require more attention than conventional mixtures due to increased stiffness as a result of RAP. Achieving density with RAP mixes is typically not a concern, but contractors should be aware that recycled mixtures with high RAP are sometimes stiffer and/or may be produced at slightly higher production temperatures to facilitate blending of RAP with the virgin materials. Like conventional mixes, compaction should be monitored using a nondestructive device calibrated to cores to ensure that adequate density is achieved.
Figure 22. Photo. Placement of a high RAP mixture.
Figure 23. Photo. Compaction of a high RAP mixture.
The long-term performance of recycled asphalt pavements, particularly when compared to conventional HMA performance, has not been well documented. State transportation departments that routinely used RAP in HMA production were convinced of its benefits and that recycled asphalt pavement performance was comparable to conventional HMA performance.(7) As a result, LTPP information has not been routinely collected. RAP is primarily used in base and intermediate pavement layers precluding the use of surface condition evaluations and visual observation techniques to assess performance.
In the 1990s, two reports were published evaluating the field performance of recycled asphalt pavements with varying percentages of RAP. Kandhal et al. evaluated virgin and recycled asphalt pavements containing 10–25 percent RAP.(46) After 1–2.5 years of service, there were no signs of rutting, raveling, or fatigue cracking in any of the study sections. This indicated that the virgin and RAP sections performed equally well. In a subsequent analysis, Kandhal et al. expanded the study to more pavement sections including virgin and recycled asphalt pavements with 10–40 percent RAP.(47) Based on visual observations, there was no significant difference in the performance of the virgin and recycled pavement sections. It should be noted, however, that 1–3 years is not sufficient to evaluate the long-term service performance of the pavement sections.(47)
In Louisiana, Paul evaluated the field performance of conventional and recycled asphalt pavements that were 6–9 years old.(48) He analyzed the pavements for condition, serviceability, and structural analysis. The RAP sections contained 20–50 percent RAP. Paul found no significant difference in terms of the pavement conditions and serviceability ratings.(48)
Most recently, NCAT completed a study comparing virgin and recycled asphalt pavements using data from the LTPP program.(49) Data from 18 projects across North America were analyzed to compare paired sections of virgin asphalt mix and recycled asphalt mix containing 30 percent RAP. The projects ranged from 6 to 17 years. The distress parameters that were considered were rutting, fatigue cracking, longitudinal cracking, transverse cracking, block cracking, and raveling.
An analysis of variance test indicated that performance of recycled and virgin sections were not statistically different except for fatigue, longitudinal cracking, and transverse cracking, where the virgin sections performed slightly better overall than the RAP sections. Additional statistical analyses using paired t-tests showed that the RAP mixes performed better than or equal to virgin mixes for the majority of the locations for each distress parameter. Table 4 summarizes the statistical analyses results for each distress parameter and shows that RAP performed equal (i.e., insignificant difference between RAP and virgin mix, column 4) or better than (column 3) virgin mixes as a majority percentage (column 5). NCAT concluded that, in most cases, using 30 percent RAP in an asphalt pavement can provide the same overall performance as virgin asphalt pavement.(49)
In a separate analysis by FHWA's LTPP program to determine the impact of design features on performance, the majority of the 18 sites did not show significant differences in performance between sections overlaid with virgin and recycled mixes.(50) Hong et al. also investigated the LTPP-specific pavement studies category 5 test sections in Texas with 35 percent RAP.(51) The performance monitoring period in Texas covered 16 years from 1991 to 2007, and the performance indicators included transverse cracking, rut depth, and ride quality (i.e., international roughness index (IRI)). The high RAP sections were compared to virgin sections. Overall, both types of sections had satisfactory performance over the performance monitoring period. Compared with the virgin (no RAP) pavement sections, the sections with high RAP had higher cracking amounts, less rut depth, and similar ride quality (i.e., roughness) change over time. Based on the analysis of field data in this study, Hong et al. concluded that pavement constructed with 35 percent RAP, if designed properly, can perform well and as satisfactorily as a virgin pavement during a normal pavement life span.(51)
In a similar study, the California Department of Transportation (Caltrans) performed a comparative analysis of 47 RAP sections and 7 other different treatments (located within a reasonable distance on the same route) in 3 different environmental zones.(52) Caltrans allowed up to 15 percent RAP to be substituted for virgin aggregate, which is the assumed RAP content for the sections analyzed in this study. Comparisons were made for the following indices: in situ structural capacity, distress condition, roughness condition, and construction consistency. The long-term performance of RAP was found and expected to be comparable to the other treatments based on deterioration models.(52)
Table 4. Summary of statistical analyses from NCAT LTPP study.
| Distress Parameter | Virgin Performed Significantly Better than RAP (Percent) | RAP Performed Significantly Better than Virgin (Percent) | Insignificant Difference Between RAP and Virgin (Percent) | RAP Performed Equal or Better than Virgin (Percent) |
|---|---|---|---|---|
IRI |
42 |
39 |
19 |
58 |
Rutting |
33 |
29 |
38 |
67 |
Fatigue cracking |
29 |
10 |
61 |
71 |
Longitudinal cracking |
15 |
10 |
75 |
85 |
Transverse cracking |
32 |
15 |
53 |
68 |
Block cracking |
3 |
1 |
96 |
97 |
Raveling |
7 |
15 |
78 |
93 |
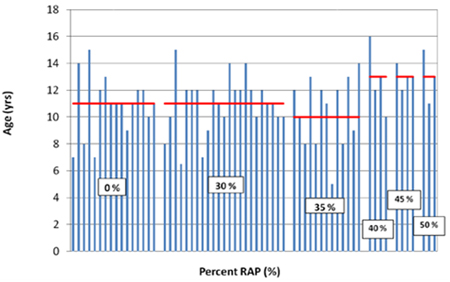
A study conducted by the Florida Department of Transportation (FDOT) took a random sampling of mix designs with more than 30 percent RAP content (RAP content ranged from 30 to 50 percent).(53) The pavements were constructed between 1991 and 1999, and the age when the pavements became deficient was noted. Florida's most common mode of distress is cracking, which was the only distress parameter considered in the analyses. Figure 24 shows a comparison of pavement life in age for projects containing at least 5,000 tons of HMA. The average life of virgin mixtures is 11 years. For 30, 35, 40, 45, and 50 percent RAP content mixes, the average age ranges from 10 to 13 years. The primary conclusion of the study is that there does not appear to be a significant difference in pavement life and performance between zero and 30 percent RAP.(53)
RAP has successfully been used for more than 30 years. Based on documented past experience, recycled asphalt mixtures designed under established mixture design procedures and produced under appropriate QC/quality assurance measures perform comparably to conventional asphalt mixtures.
Figure 24. Graph. Pavement age in years versus percent RAP for FDOT projects with greater than 5,000 tons of asphalt mix (53)